
Héichgeschwindegkeet héich effizient PE Päif Extrusiounslinn









Beschreiwung
HDPE-Päifmaschinn gëtt haaptsächlech fir d'Produktioun vun landwirtschaftleche Bewässerungsleitungen, Drainageleitungen, Gasleitungen, Waasserversuergungsleitungen, Kabelleitungen etc. benotzt.
PE-Päifenextrusiounslinn besteet aus engem Päifenextruder, Päifformen, Kalibrierungseenheeten, Killtank, Ofzuchsapparat, Cutter, Stapler/Wéckelmaschinn an all Peripheriegeräter. D'HDPE-Päifenherstellungsmaschinn produzéiert Päifen mat engem Duerchmiesser vun 20 bis 1600 mm.
D'Päif huet e puer exzellent Eegeschafte wéi Hëtztbeständegkeet, Alterungsbeständegkeet, héich mechanesch Festigkeit, Rëssbeständegkeet géint Ëmweltstress, gudde Kriechbeständegkeet, etc. D'HDPE-Päifextrusiounsmaschinn ass mat engem héicheffizienten Extruder entworf an mat engem Reduzéierer ausgestatt, deen héichgeschwindeg a geräuscharm ass, enger gravimetrescher Dosierunitéit an engem Ultraschall-Déckeinheitsindikator, deen no de Wënsch vum Client zesummegesat ka ginn, fir d'Prezisioun vun de Päifen ze erhéijen.
Schlësselfäerdeg Léisunge kënne geliwwert ginn, wéi Laserdrucker-Crusher, Shredder, Waasserkühler, Loftkompressor etc. fir eng héichqualitativ an automatesch Réierproduktioun z'erreechen.
Prozessoflaf
Réimaterial + Masterbatchen → Mëschen → Vakuumzufuhrer → Plastik-Hopper-Dréchner → Eenzelschraubenextruder → Co-Extruder fir Faarfstring & Multi-Schichten → Form a Kalibrator → Vakuumkalibrierungstank → Spraykillwaassertank → Ofzuchsmaschinn → Schneidmaschinn → Stapelmaschinn (Wickmaschinn)
Fonctiounen a Virdeeler
1.HDPE Päifmaschinn gëtt vun eis entwéckelt op Basis vun europäescher fortgeschratt Technologie an R&D Erfahrung vu Plastikmaschinnen fir vill Joren, fortgeschratt Design, raisonnabel Struktur, héich Zouverlässegkeet, héije Grad vun Automatiséierung.
2. En HDPE-Päifextruder mat enger spezieller Fasszufuhrstruktur kann d'Extrusiounskapazitéit däitlech verbesseren.
3. Genau temperéiert Kontroll, gutt Plastifizéierung, stabile Betrib.
4. HDPE-Päifmaschinn adoptéiert PLC-Kontrollsystem, realiséiert Synchroniséierung an Automatiséierung.
5. D'Mënsch-Computer-Interface ass einfach ze bedreiwen, praktesch a zouverlässeg.
6. Spiral- a Gitterkuerftyp stierwen dout no Wiel.
7. D'Ännere vun e puer Deeler vun der Linn kann och eng zwee-Schicht- a Méischicht-Koextrusioun realiséieren.
8. D'Ännere vun e puer Deeler vun der Linn kann och PP, PPR Päifen produzéieren.
Detailer

Eenzelschraubeextruder
Baséierend op engem L/D-Verhältnis vun 33:1 fir den Design vun der Schrauf, hu mir en L/D-Verhältnis vun 38:1 entwéckelt. Am Verglach zum Verhältnis vun 33:1 huet en Verhältnis vun 38:1 e Virdeel vun 100% Plastifizéierung, erhéicht d'Ausgabkapazitéit ëm 30%, reduzéiert de Stroumverbrauch ëm bis zu 30% an erreecht eng bal linear Extrusiounsleistung.
Simens Touchscreen a PLC
Benotzt e Programm, deen vun eiser Firma entwéckelt gouf, a gitt Englesch oder aner Sproochen an de System an.
Spiralstruktur vum Fass
Den Fütterungsdeel vum Fass benotzt eng Spiralstruktur, fir eng stabil Materialzufuhr ze garantéieren an och d'Fütterungskapazitéit ze erhéijen.
Spezial Design vun der Schraube
D'Schrauf ass mat enger spezieller Struktur entworf, fir eng gutt Plastifizéierung a Vermëschung ze garantéieren. Ongeschmolzt Material kann dësen Deel vun der Schrauf net duerchzéien.
Loftgekillte Keramikheizung
Keramikheizungen garantéieren eng laang Liewensdauer. Dësen Design ass geduecht fir d'Fläch ze vergréisseren, déi den Heizkierper a Kontakt mat der Loft bréngt. Fir e bessere Loftkillungseffekt ze hunn.
Héichqualitativ Getriebe
D'Genauegkeet vum Getriebe muss bei Grad 5-6 an e méi niddrege Kaméidi ënner 75dB garantéiert sinn. Kompakt Struktur awer mat héijem Dréimoment.
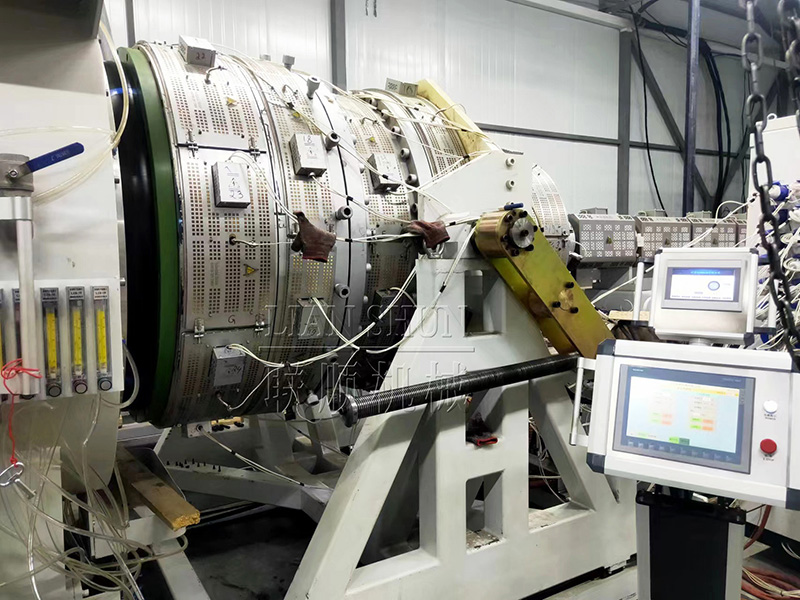
Extrusiouns-Düsekapp
Den Extrusiounsdüsekapp huet eng Spiralstruktur, wouduerch all Materialflosskanal gläichméisseg placéiert ass. All Kanal gëtt no enger Hëtztbehandlung a Spigelpoléierung behandelt, fir e reibungslosen Materialfloss ze garantéieren. D'Struktur vum Düsekapp ass kompakt an suergt och fir e stabile Drock, ëmmer tëscht 19 an 20 MPa. Ënner dësem Drock ass d'Päifqualitéit gutt an et gëtt wéineg Afloss op d'Produktiounskapazitéit. Et kann een- oder méischichteg Päifen produzéieren.
Beweegungsapparat vum Stanzkapp
Fir grouss Schneidkappen kann de beweeglechen Apparat de Schneidkapp no vir an no hannen beweegen, an och d'Héicht vum Schneidkapp upassen. D'Bedienung ass séier an einfach.
Rotatiounsapparat fir de Stanzkopf
Fir grouss Schneidkappen mat engem Rotatiounsvorrichtung kann de Schneidkapp ëm 90 Grad dréinen. Beim Wiessel vun der Buchs an dem Dorn dréie sech de Schneidkapp ëm 90 Grad. E Kran kann benotzt ginn fir d'Busch an de Dorn ze hiewen an ze wiesselen. Dës Method ass ganz praktesch.
Hëtzt-Auspuffapparat
Dësen Apparat gëtt um Matrizekapp montéiert fir grouss an déck Päifen ze produzéieren. Fir d'Hëtzt an de Päifen ofzeféieren an d'Päifen an der Mauer ofzekillen. Den erhëtzten Ofzuch kann benotzt ginn fir d'Rohmaterial ze dréchnen.
Killgerät fir Kär
Wann mir Päifen mat groussen Duerchmiesser a Wanddicke produzéieren, benotze mir Killwaasser oder Ueleg zesumme mat engem Killventilator fir de Kär vum Matrizekapp ofzekillen, fir Iwwerhëtzung ze vermeiden an eng gutt Materialqualitéit ze garantéieren.

Vakuumkalibrierungstank
E Vakuumkalibrierungstank gëtt benotzt fir Päifen ze formen an ze killen, fir eng Standard Päifgréisst z'erreechen. Mir benotzen eng Duebelkammerstruktur. Déi éischt Kammer ass kuerz, fir eng ganz staark Killung a Vakuumfunktioun ze garantéieren. Well de Kalibrator virun der éischter Kammer placéiert ass an d'Päifform haaptsächlech vum Kalibrator geformt gëtt, kann dësen Design eng séier a besser Formung a Killung vun de Päifen garantéieren.
Staark Ofkillung fir Kalibrator
Mat engem spezielle Killsystem fir de Kalibrierer, wat e bessere Killeffekt fir d'Päifen huet a garantéiert eng héich Geschwindegkeet. Och mat enger guttqualitativer Sprëtzdüs fir e bessere Killeffekt an net einfach duerch Ongereimtheeten ze blockéieren.
Besser Ënnerstëtzung fir Päifen
Fir grouss Päifen huet all Gréisst seng eege hallefkreesfërmeg Ënnerstëtzungsplack. Dës Struktur kann d'Ronnheet vun der Päif ganz gutt erhalen.
Schalldämpfer
Mir placéieren e Schalldämpfer um Vakuumjustéierungsventil fir de Kaméidi ze minimiséieren, wann Loft an de Vakuumtank kënnt.
Drockentlastungsventil
Fir de Vakuumtank ze schützen. Wann de Vakuumgrad de maximale Limit erreecht, geet de Ventil automatesch op fir de Vakuumgrad ze reduzéieren, fir e Broch vum Tank ze vermeiden. D'Limite vum Vakuumgrad kann ugepasst ginn.
Duebel Schleifpipeline
All Schleif mat engem Waasserfiltersystem, fir proppert Killwaasser am Tank ze liwweren. Duebel Schleifen garantéieren och eng kontinuéierlech Versuergung vu Killwaasser am Tank.
Waasser, Gasseparator
Fir d'Gaswaasser ze trennen. Gas, dat vun uewen ofgeet. Waasser fléisst an den ënneschten Deel.
Vollautomatesch Waasserkontroll
Mat mechanescher Temperaturkontroll fir eng präzis a stabil Kontroll vun der Waassertemperatur.
De ganze Waasserinlaat- an Auslaafsystem gëtt vollautomatesch kontrolléiert, ass stabil a verlässlech.
Zentraliséiert Drainage-Apparat
All Waasseroflaf vum Vakuumtank ass integréiert an an eng eenzeg Edelstahlleitung ugeschloss. Verbënnt déi integréiert Leitung nëmmen un d'Oflaf vun dobaussen, fir de Betrib méi einfach a méi séier ze maachen.
Spray-Kühlwassertank
De Killtank gëtt benotzt fir d'Päif weider ze killen.

Päifspannvorrichtung
Dësen Apparat kann d'Ronnheet vun der Päif upassen, wann d'Päif aus dem Vakuumtank erauskënnt.
Waassertankfilter
Mat Filter am Waassertank, fir grouss Ongereimtheeten ze vermeiden, wann Waasser vun dobausse eran kënnt.
Qualitéits Sprëtzdüse
Qualitativ héichwäerteg Sprëtzdüsen hunn eng besser Killeffekt a blockéiere net einfach duerch Ongereimtheeten.
Astellungsgerät fir d'Päifënnerstëtzung
Ënnerstëtzung mat Justierfunktioun fir Päifen mat verschiddenen Duerchmiesser z'ënnerstëtzen.
Päifënnerstëtzungsvorrichtung
Besonnesch benotzt bei der Produktioun vu Päifen mat groussen Duerchmiesser a Wanddicke. Dësen Apparat bitt zousätzlech Ënnerstëtzung fir schwéier Päifen.

Haul Off Maschinn
D'Haul-Off-Maschinn bitt genuch Zuchkraaft fir d'Päif stabil ze zéien. Jee no verschiddene Päifgréissten an -dicken, wäert eis Firma d'Zuchgeschwindegkeet, d'Zuel vun de Klauen an déi effektiv Zuchlängt upassen. Fir d'Iwwereneestëmmung vun der Päifextrusiounsgeschwindegkeet an der Formgeschwindegkeet ze garantéieren, an och d'Verformung vum Päif beim Zuch ze vermeiden.
Separaten Traktiounsmotor
All Klauen hunn hiren eegenen Traktiounsmotor. Am Fall wou een Traktiounsmotor ophält ze funktionéieren, kënnen aner Motoren nach ëmmer funktionéieren. E Servomotor kann ausgewielt ginn fir eng méi grouss Traktiounskraaft, eng méi stabil Traktiounsgeschwindegkeet an e méi breede Spektrum vun der Traktiounsgeschwindegkeet ze hunn.
Klauenjustierungsgerät
All Klauen sinn matenee verbonnen, wann d'Positioun vun de Klauen ugepasst gëtt fir Päifen a verschiddene Gréissten ze zéien, beweege sech all Klauen zesummen. Dëst mécht d'Operatioun méi séier a méi einfach.
Benotzerfrëndlecht Design
Mat Siemens Hardware a benotzerfrëndlecher Software, déi vun eiser Firma entwéckelt gouf. Synchroniséiert Funktioun mam Extruder, wat d'Operatioun méi einfach a méi séier mécht. De Client kann och nëmmen e puer vun de Klauen auswielen, fir vill méi kleng Päifen ze zéien.
Separat Loftdrockkontroll
All Klauen mat senger eegener Loftdrockkontroll, méi präzis, Operatioun ass méi einfach.
Héich Zuchkraaft ouni d'Form vun de Päifen ze verléieren
Ausgestatt mat 2, 3, 4, 6, 8, 10 oder 12 Raupen jee no der Uwendung
Servomotorundriff fir e stabilt Drehmoment a Laf ze garantéieren
Motoriséiert Positionéierung vun den ënneschte Raupen
Einfach Operatioun
Komplett zouenen Schutz fir maximal Sécherheet
Kettenförderer mat spezielle Gummi-Paddelen op Ketten, déi keng Spueren um Rouer hannerloossen.
D'Synchroniséierung mat der Schraufgeschwindegkeet vun der Extruder erméiglecht eng stabil Produktioun bei Ännerung vun der Produktiounsgeschwindegkeet.
Päifschneidmaschinn
Plastikrohrschneider, och Rohrschneidmaschinn genannt, gëtt vun der Siemens PLC gesteiert a schafft zesumme mat der Ofzuchseenheet fir präzis Schnëtt. De Client kann d'Längt vum Rohr astellen, deen e schneide wëll. Méifach Zouführungsaktiounen fir d'Ëmsetzung vun engem Schnëttprozess (Schützt d'Klingen an d'Séien, verhënnert datt d'Klingen an d'Séien bei décke Rohren hänke bleiwen, an d'Schnëttfläch vum Rohr ass glat).

Universal Spannvorrichtung
Benotzt eng universell Spannvorrichtung fir verschidden Päifgréissten, et ass net néideg d'Spannvorrichtung ze wiesselen wann d'Päifgréisst ännert.
Säge a Klingen austauschbar
Verschidde Fräsmaschinne si souwuel mat enger See wéi och mat enger Seekling ausgestatt. See- a Seeklingeschneider sinn austauschbar fir verschidde Päifgréissten. Ausserdeem kënnen See a Seeklinge fir speziell Ufuerderungen zesumme funktionéieren.
Zentral Héichtenastellung
Mat elektrescher Astellungsvorrichtung fir d'Spannvorrichtung. Operatioun méi séier a méi einfach. Mat Grenzschalter fir d'Sécherheet ze garantéieren.
Automatesch Synchroniséierung mat der Extrusiounsgeschwindegkeet
Planetaresch mat Scheif- a Fräsmaschinn fir Schnëtt a Fasung ausgestatt
Splittfräi ausgestatt mat Scheiwenklingen fir eng glat Schnëttoberfläch ouni Stëbs ze garantéieren
Touchscreen-Kontrollpanel
All Beweegunge sinn motoriséiert a gi vum Kontrollpanel kontrolléiert.
Päifblockéierung mat universeller Klemmung fir einfach Operatioun
Manner Ënnerhaltsbedürfnisser
Komplett zougemaach a geséchert Maschinn fir maximal Sécherheet

Stapler
Fir d'Päifen z'ënnerstëtzen an ze entlueden. D'Längt vum Stapler kann personaliséiert ginn.
Schutz vun der Uewerfläch vun de Päifen
Mat Roll, fir d'Uewerfläch vun der Päif beim Beweege vun der Päif ze schützen.
Zentral Héichtenastellung
Mat engem einfache Justiervorrichtung fir d'zentral Héicht fir verschidde Päifgréissten unzepassen.
Coiler
Fir d'Päif an eng Roll ze wikkelen, einfach ze späicheren an ze transportéieren. Normalerweis fir Päifen ënner 110 mm benotzt. Et gëtt eng eenzel Statioun an eng duebel Statioun fir ze wielen.

Benotzung vun engem Servomotor
Kann e Servomotor fir d'Päifverrécklung an d'Wicklung wielen, méi genee a besser Päifverrécklung.
Technesch Donnéeën
| Duerchmiesserberäich (mm) | Extrudermodell | Maximal Kapazitéit (kg/h) | Maximal linear Geschwindegkeet (m/min) | Extruderleistung (kW) |
| Ф20-63 | SJ65/33 | 220 | 12 | 55 |
| Ф20-63 | SJ60/38 | 460 | 30 | 110 |
| Ф20-63 Duebel | SJ60/38 | 460 | 15×2 | 110 |
| Ф20-110 | SJ65/33 | 220 | 12 | 55 |
| Ф20-110 | SJ60/38 | 460 | 30 | 110 |
| Ф20-160 | SJ60/38 | 460 | 15 | 110 |
| Ф50-250 | SJ75/38 | 600 | 12 | 160 |
| Ф110-450 | SJ90/38 | 850 | 8 | 250 |
| Ф250-630 | SJ90/38 | 1.050 | 4 | 280 |
| Ф500-800 | SJ120/38 | 1.300 | 2 | 315 |
| Ф710-1200 | SJ120/38 | 1.450 | 1 | 355 |
| Ф1000-1600 | SJ 90/38 SJ 90/38 | 1.900 | 0,6 | 280 280 |
Verwandte Produkter
-

Héichleistungskonischen Duebelschraubenextruder
Charakteristiken Den SJZ Serie konischen Duebelschraubenextruder, och PVC-Extruder genannt, huet Virdeeler wéi gezwongen Extrudéierung, héich Qualitéit, breet Adaptabilitéit, laang Liewensdauer, niddreg Schergeschwindegkeet, haart Zersetzung, gudde Compoundéierungs- a Plastifizéierungseffekt, a direkt Formung vu Pulvermaterial usw. Laang Veraarbechtungseenheeten garantéieren stabil Prozesser a ganz zouverlässeg Produktioun a ville verschiddenen Uwendungen, déi fir PVC-Päifextrusiounslinn, PVC-Wellpäifextrusiounslinn, PVC WPC ... benotzt ginn
-

Héich effizient Eenzelschraubeextruder
Charakteristiken Eng Eenzelschrauben-Plastik-Extrudermaschinn kann all Zorte vu Plastikprodukter veraarbechten, wéi Päifen, Profiler, Blieder, Brieder, Paneele, Placken, Gewënn, huel Produkter a sou weider. En Eenzelschrauben-Extruder gëtt och fir d'Geärung benotzt. Den Design vun der Eenzelschrauben-Extrudermaschinn ass fortgeschratt, d'Produktiounskapazitéit ass héich, d'Plastifizéierung ass gutt an den Energieverbrauch ass niddreg. Dës Extrudermaschinn benotzt eng haart Zännradoberfläche fir d'Transmissioun. Eis Extrudermaschinn huet vill Virdeeler. Mir m...
-

Héichleistung PVC Krust Schaumplat Extrusiounslinn
Uwendung PVC-Krust-Schaumplattenproduktiounslinn gëtt fir WPC-Produkter benotzt, wéi Dieren, Paneelen, Brieder a sou weider. WPC-Produkter si net zersetzend, deformatiounsfräi, Insekteschädigungsbeständeg, gutt brandsécher, ricksbeständeg a wartungsfräi etc. Ma Prozessfluss Schrauflader fir Mixer → Mixereenheet → Schrauflader fir Extruder → Konischen Duebelschraufextruder → Form → Kalibratiounsdësch → Killtablett → Ofzuchsmaschinn → Schneidmaschinn → Ausléisdësch → Inspektioun vum Endprodukt &...
-

Héichleistungs-PVC (PE PP) an Holzpanneau-Extrusioun...
Uwendung D'WPC-Wandpaneeleproduktiounslinn gëtt fir WPC-Produkter wéi Dieren, Panelen, Brieder a sou weider benotzt. WPC-Produkter si net zersetzend, deformatiounsfräi, resistent géint Insektenschied, gutt brandsécher, ricksbeständeg a wartungsfräi etc. Prozessoflaf Schrauflader fir Mixer → Mixereenheet → Schrauflader fir Extruder → Konischen Zwillingsschraufextruder → Form → Kalibratiounsdësch → Ofzuchsmaschinn → Schneidmaschinn → Ausléisdësch → Endproduktinspektioun & Verpackung D...
-

Héichleistung PVC Profil Extrusiounslinn
Uwendung Eng PVC-Profilmaschinn gëtt benotzt fir all Zorte vu PVC-Profiler ze produzéieren, wéi Fënster- a Dierprofiler, PVC-Drotkanäl, PVC-Waassertrog asw. PVC-Profil-Extrusiounslinn gëtt och UPVC Fënstermaschinn, PVC-Profilmaschinn, UPVC Profil-Extrusiounsmaschinn, PVC-Profil-Produktiounsmaschinn asw. genannt. Prozessoflaf Schrauflader fir Mëscher → Mëschereenheet → Schrauflader fir Extruder → Konischen Duebelschraufextruder → Form → Kalibratiounsdësch → Ofzuchsmaschinn → Schneidmaschinn → Ausléiser...
-

Héichgeschwindegkeet PE PP (PVC) Wellpäif Extrusioun ...
Beschreiwung D'Maschinn fir gewellte Plastikroueren gëtt benotzt fir gewellte Plastikroueren ze produzéieren, déi haaptsächlech an urbanen Drainage, Ofwaassersystemer, Autobunnsprojeten, Waasserschutzbewässerungsprojeten a landwirtschaftleche Gebidder benotzt ginn, a kënnen och a Projeten fir den Transport vu chemesche Minièrenflëssegkeeten agesat ginn, mat engem relativ breede Spektrum vun Uwendungen. D'Maschinn fir gewellte Roueren huet d'Virdeeler vun enger héijer Leeschtung, stabiler Extrusioun an engem héije Grad vun Automatiséierung. Den Extruder kann no de spezielle Bedierfnesser entworf ginn...
-
Aner Päifextrusiounslinnen ze verkafen
Maschinn fir Stoldrotskelett aus verstäerktem Plastikkomposit-Rouer Techneschen Datum Modell Rohrbereich (mm) Linngeschwindegkeet (m/min) Gesamtinstallatiounsleistung (kw) LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Rohrgréisst HDPE Massivrohr Stoldrotskelett aus verstäerktem Plastikkomposit-Rouer Déckt (mm) Gewiicht (kg/m) Déckt (mm) Gewiicht (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Héich effizient PPR Pipe Extrusiounslinn
Beschreiwung D'PPR-Päifmaschinn gëtt haaptsächlech benotzt fir PPR-Warm- a Kaltwaasserleitungen ze produzéieren. D'PPR-Päifextrusiounslinn besteet aus engem Extruder, enger Form, engem Vakuumkalibratiounstank, engem Sprëtzkilltank, enger Haul-Off-Maschinn, enger Schnëttmaschinn, engem Stapeler a sou weider. D'PPR-Päifextrudermaschinn an d'Haul-Off-Maschinn benotzen eng Frequenzgeschwindegkeetsreguléierung, d'PPR-Päifschneidmaschinn benotzt eng spunlos Schnëttmethod a PLC-Steierung, e Schnëtt mat fester Längt, an d'Schnëttoberfläche ass glat. D'FR-PPR-Glasfaser-PPR-Päif besteet aus dräi...
-

Héichleistungs PVC-Päifen-Extrusiounslinn
Uwendung PVC-Päifenherstellungsmaschinn gëtt benotzt fir all Zorte vu UPVC-Päifen fir landwirtschaftlech Waasserversuergung an Drainage, Gebaierwaasserversuergung an Drainage a Kabelverleeung, etc. ze produzéieren. PVC-Päifenherstellungsmaschinn mécht Päifdurchmesserberäich: Φ16mm-Φ800mm. Drockleitungen Waasserversuergung an Transport Landwirtschaft Bewässerungsleitungen Net-Drockleitungen Kanalisatiounsfeld Gebaierwaasserdrainage Kabelleitungen, Leitungsleitung, och PVC-Leitungsleitungsleitung genannt Prozessfloss Schrauflaadmaschinn fir Mixer→ ...



