
Aner Päifextrusiounslinnen ze verkafen
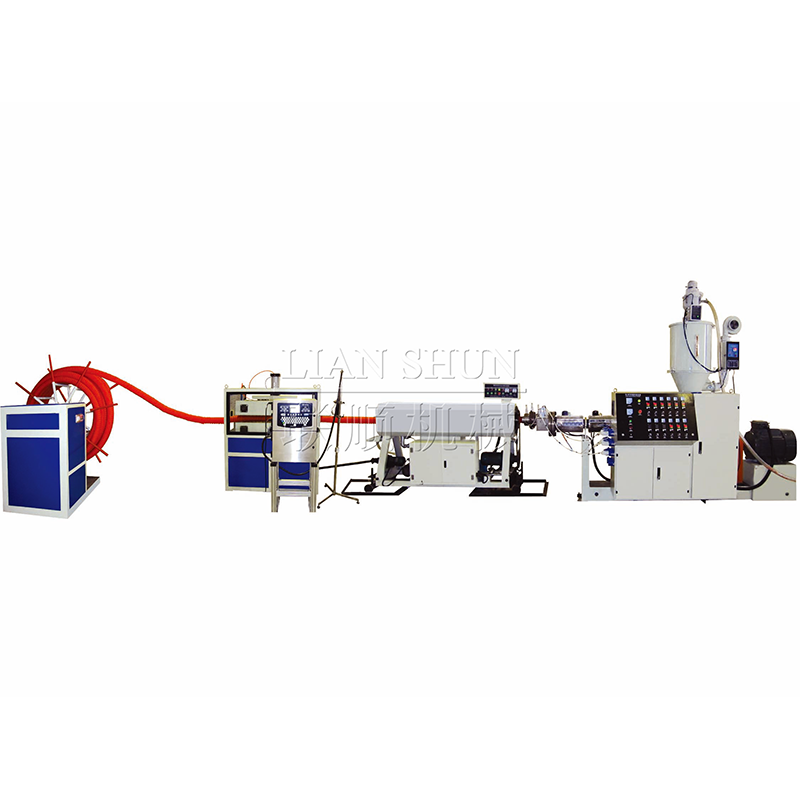





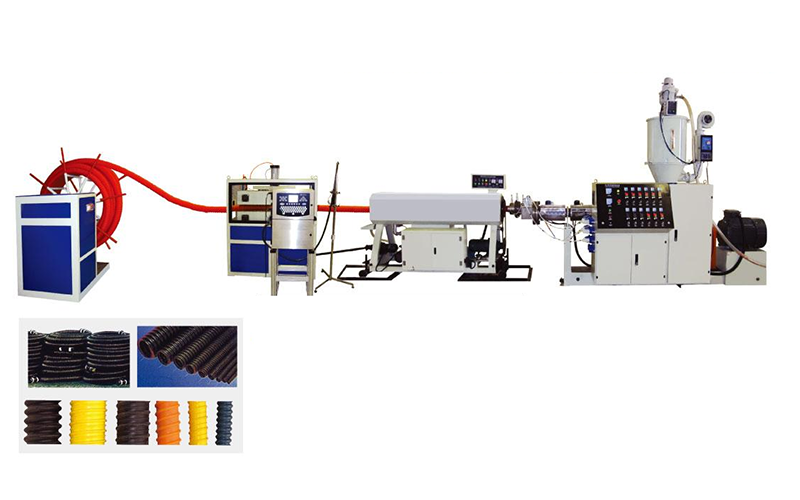
Maschinn fir Stol Drot Skelett verstäerkt Plastik Komposit Päif

D'Maschinn fir Stoldrot-Skelett-verstäerkt Plastikkomposit-Päifen gëtt wäit verbreet an der Industrie, der städtescher Waasserversuergung, dem Gas, der Chimie an der Landwirtschaft usw. agesat. Dës Linn kann staarke Stoldrot, Glasfaserbündel a PET benotzen, fir staark Komposit-Plastik-Päifen ze produzéieren. Si kann och Polyethylen-Waasser- oder Gaspäifen produzéieren. Si ass villfälteg benotzt fir Investitiounen ze spueren. D'Päif huet de Virdeel vun héijem Drock, manner gebrauchte Materialien an onverschichteter Technologie. De Standard gouf am Joer 2004 ugewannt an duerchgesat. Déi entspriechend Ingenieursreglementer an d'Armaturen sinn gutt ofgeschloss. D'Produktioun, de Verkaf an d'Promotioun goufen schrëttweis um Wee vun der Industrialiséierungsentwécklung entwéckelt. Et ass zum Haaptprodukt vu Kompositpäifen ginn.
Techneschen Datum
| Modell | Päifberäich (mm) | Linngeschwindegkeet (m/min) | Gesamtleistung vun der Installatioun (kW) |
| LSSW160 | 中 50- φ160 | 0,5-1,5 | 200 |
| LSSW250 | φ75- φ250 | 0,6-2 | 250 |
| LSSW400 | φ110- φ400 | 0,4-1,6 | 500 |
| LSSW630 | φ250- φ630 | 0,4-1,2 | 600 |
| LSSW800 | φ315- φ800 | 0,2-0,7 | 850 |
| Päifgréisst | HDPE Massiv Päif | Stahldrahtskelett verstäerkt Plastikkompositrohr | ||
| Déckt (mm) | Gewiicht (kg/m²) | Déckt (mm) | Gewiicht (kg/m²) | |
| φ200 | 11.9 | 7.05 | 7,5 | 4,74 |
| φ500 | 29,7 | 43,80 | 15,5 | 25,48 |
| φ630 | 37,4 | 69,40 | 23,5 | 40,73 |
| φ800 | 47,4 | 112,00 | 30.0 | 75,39 |
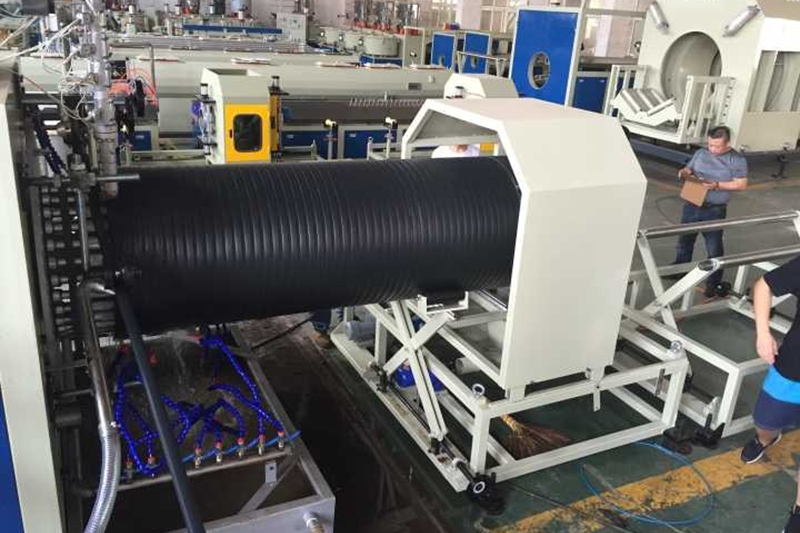
HDPE Hohlwand-Wicklungsrohrmaschinn
HDPE Hohlwand-Wicklungsrohrmaschinn gëtt benotzt fir Päifen ze produzéieren, déi fir Waasserdrainage a Kanalisatioun a ville Beräicher benotzt ginn, wéi z. B. kommunale Bauen, Wunnquartieren, Autobunnen a Brécken, etc.
Huelwandeg Wicklungsrohr gëtt haaptsächlech fir Ofwaassersystemer benotzt, genee wéi duebelwandeg Wellrohren. Am Verglach mat duebelwandege Wellrohren huet et Virdeeler vun niddrege Maschinninvestitiounskäschten an engem gréisseren Duerchmiesser vum Rohr.
Eis PE-Hohlwicklungsrohr-Extrusiounslinn kann verschidden Zorte vu Material veraarbechten, dorënner HDPE, PP, etc., Gréissten vun op d'mannst 200 mm bis 3200 mm mat enger oder méi Schicht.
D'Ännere vun e puer Deeler kann eng aner Form vum Päif oder vum Profil produzéieren, fir verschidden Aarte vu Spiralpäifen ze bilden.
◆Den éischten Extruder produzéiert e rechteckegt Päif an d'Wicklungsmaschinn, den zweeten Extruder produzéiert e Plastikstang, dann gëtt de Plastikstang op dat rechteckegt Päif gedréckt an d'Wicklungsrouer kënnt eraus. D'Äusseren an d'Innere vum Wicklungsrouer sinn glat an propper.
◆Et benotzt e Spiralformkapp an zwou Extruder-Ladungen, wouduerch eng Spiralformung realiséiert gëtt.
◆Dat fortgeschratt PLC-Computersteierungssystem mécht et einfach ze bedreiwen. Et ass stabil a zouverlässeg.
◆Mat verschiddenen Designen vum Profilrouer kënne Päifen mat ënnerschiddlecher Ringstäerkt produzéiert ginn, déi sech un ënnerschiddlech Konditiounen a Felder upassen.
◆ Héicheffizienten Eenzelschraubenextruder (mat Granulatmaterial) an energiespuerenden Duebelschraubenextruder (mat Pulver- oder Granulatmaterial no Wiel).
◆D'Ännere vun e puer Deeler kann och e verstäerkt Metallspiralrohr mat véiereckege Profiler produzéieren.
◆Eng komplett Spezifikatiounspalette, Päifberäich: ID200mm -ID3200om
Detailer

Eenzelschraubeextruder
Baséierend op engem L/D-Verhältnis vun 33:1 fir den Design vun der Schrauf, hu mir en L/D-Verhältnis vun 38:1 entwéckelt. Am Verglach zum Verhältnis vun 33:1 huet en Verhältnis vun 38:1 e Virdeel vun 100% Plastifizéierung, erhéicht d'Ausgabkapazitéit ëm 30%, reduzéiert de Stroumverbrauch ëm bis zu 30% an erreecht eng bal linear Extrusiounsleistung.
Simens Touchscreen a PLC
Benotzt e Programm, deen vun eiser Firma entwéckelt gouf, a gitt Englesch oder aner Sproochen an de System an.
Spiralstruktur vum Fass
Den Fütterungsdeel vum Fass benotzt eng Spiralstruktur, fir eng stabil Materialzufuhr ze garantéieren an och d'Fütterungskapazitéit ze erhéijen.
Spezial Design vun der Schraube
D'Schrauf ass mat enger spezieller Struktur entworf, fir eng gutt Plastifizéierung a Vermëschung ze garantéieren. Ongeschmolzt Material kann dësen Deel vun der Schrauf net duerchzéien.
Loftgekillte Keramikheizung
Keramikheizungen garantéieren eng laang Liewensdauer. Dësen Design ass geduecht fir d'Fläch ze vergréisseren, déi den Heizkierper a Kontakt mat der Loft bréngt. Fir e bessere Loftkillungseffekt ze hunn.
Héichqualitativ Getriebe
D'Genauegkeet vum Getriebe muss bei Grad 5-6 an e méi niddrege Kaméidi ënner 75dB garantéiert sinn. Kompakt Struktur awer mat héijem Dréimoment.
Wickmaschinn
Eng Wickelmaschinn gëtt benotzt fir véiereckeg Päifen opzewéckelen an se zesummenzesetzen fir eng Spiralpäif ze bilden. Si ass justierbar fir verschidde Spiralpäifgréissten ze produzéieren, och de Wickelwénkel ass justierbar fir véiereckeg Päifen a verschiddene Breeten. Mat effektiver Waasserkillung.

Klebeextruder
Mat engem Klebe-Extruder fir uewen op der Wickelmaschinn ze placéieren. Den Extruder ka sech a all Richtungen beweegen: no vir an no hannen, no uewen an no ënnen, no lénks a riets. Einfach ze bedreiwen.
Komplett Astellungssystem
Komplett Set vun Upassungssystem fir e quadratesche Päif a Form vu Spiralpäif méi einfach a stabil ze maachen.
Zännradantrieb
Benotzt den Zahnradantrieb, d'Wicklungsmaschinn funktionéiert méi stabil, präzis an effizient.
Siemens PLC
Benotzt e Programm, deen vun eiser Firma entwéckelt gouf, a gitt Englesch oder aner Sproochen an de System an.

Cutter
Cutter kontrolléiert vu Siemens PLC mat vollautomateschem Schnëttprozess, deen d'Schnëttlängt personaliséiere kann.
Präzisiounsführschinn
Benotzt d'linear Führungsschinn, de Schnëttroll beweegt sech laanscht d'Führungsschinn. De Schnëttprozess ass stabil an d'Schnëttlängt ass präzis.
Industriellen Staubsammler
Mat engem staarken industrielle Staubsammler fir d'Optioun fir Stëbs opzehuelen.
Stapler
Fir d'Päifen ze ënnerstëtzen, mat enger Gummi-Stützroll, dréit sech d'Roller zesumme mam Päif.
Rollmotor
Fir grouss Spiralrohren, benotzt de Motor fir d'Roller unzedreiwen, déi zesumme mam Rohr rotéiert.
Zentral Héichtenastellung
Fir grouss Spiralrohre gëtt de Motor benotzt fir d'zentral Héicht méi einfach a méi séier unzepassen.
Technesch Donnéeën
| Modell | Päifberäich (mm) | Ausgabekapazitéit (kg/h) | Gesamtleistung (kW) | |
| ID (Min) | OD(max) | |||
| ZKCR800 | 200 | 800 | 100-200 | 165 |
| ZKCR1200 | 400 | 1200 | 150-400 | 195 |
| ZKCR1800 | 800 | 1800 | 300-500 | 320 |
| ZKCR2600 | 1600 | 2600 | 550-650 | 400 |
| ZKCR3200 | 2000 | 3200 | 600-1000 | 550 |
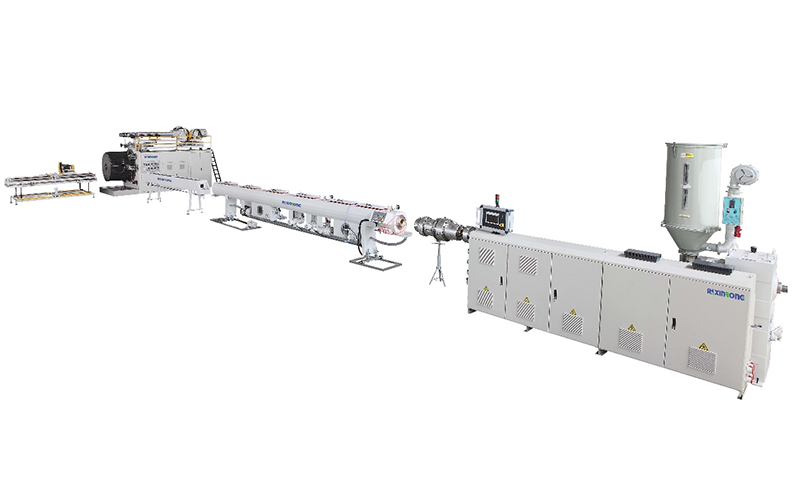
PE Kuelestoff Spiralverstäerkt Päif Extrusiounslinn
| MODELL | SJ90/30 | SJ65/30B |
| Päifdurchmesser | 50-200 | 20-125 |
| Eenheet KALIBRÉIEREN | SGZL-200 | SGZL-125 |
| Ofzuchmaschinn | SLQ-200 | SLQ-200 |
| WINDMASCHIN | SQ-200 | SQ-200 |
PVC Spiralschlauch Extrusiounslinn

| Modell | SJ45 | SJ65 |
| Extruder | SJ45/28 | SJ65/28 |
| Dlameterberäich (mm) | φ12- φ50 | φ63- φ200 |
| Leeschtung (kg/h) | 20-40 | 40-75 |
| Installéiert Leeschtung (kw) | 35 | 50 |
PVC-Faserverstäerkt Schlauch-Extrusiounslinn
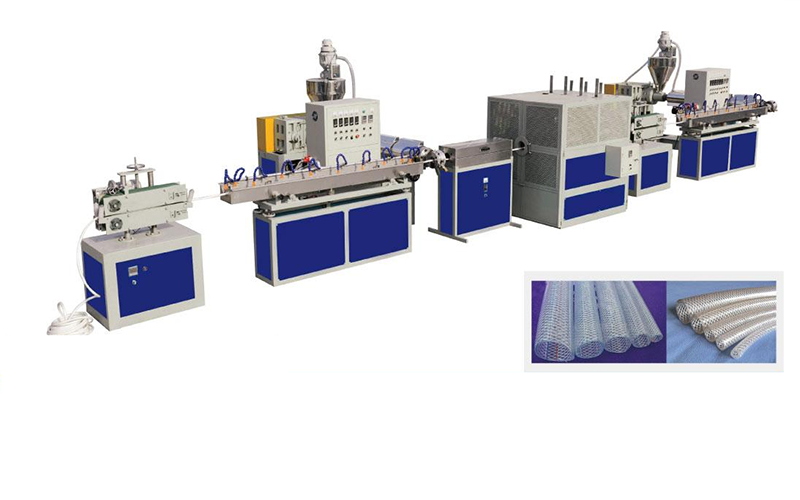
| Extruder | Rohrdurchmesser | Kapazitéit | Installéiert Leeschtung | Duerchschnëttlechen Energieverbrauch | Gréisst |
| SJ-45×30 | <6-25mm | 35-65 kg/Stonn | 39,9 kW | 27,5 kW | 1,2*3*1,4 |
| SJ-65×30 | <8-38mm | 40-80 kg/Stonn | 66,3 kW | 39,78 kW | 1,3*4*5 |
| Extruder | Abfahrtseinheet | Flechter | Killmaschinn | Dréchnungstank | Opwéckel |
| 2 Sätz | 2 Sätz | 1 Set | 2 Sätz | 1 Set | 1 Set |
PVC-Stolverstäerkt Schlauch-Extrusiounslinn

| Modell | SJ45 | SJ65 | SJ90 | SJ120 |
| Extruder | SJ45/30 | SJ65/30 | SJ90/30 | SJ120/30 |
| Dlameterberäich (mm) | φ12- φ25 | φ20- φ50 | φ50- φ110 | φ75- φ150 |
| Leeschtung (kg/h) | 20-40 | 40-75 | 70-130 | 100-150 |
| Installéiert Leeschtung (kw) | 30 | 40 | 50 | 75 |
Verwandte Produkter
-

Héich effizient Eenzelschraubeextruder
Charakteristiken Eng Eenzelschrauben-Plastik-Extrudermaschinn kann all Zorte vu Plastikprodukter veraarbechten, wéi Päifen, Profiler, Blieder, Brieder, Paneele, Placken, Gewënn, huel Produkter a sou weider. En Eenzelschrauben-Extruder gëtt och fir d'Geärung benotzt. Den Design vun der Eenzelschrauben-Extrudermaschinn ass fortgeschratt, d'Produktiounskapazitéit ass héich, d'Plastifizéierung ass gutt an den Energieverbrauch ass niddreg. Dës Extrudermaschinn benotzt eng haart Zännradoberfläche fir d'Transmissioun. Eis Extrudermaschinn huet vill Virdeeler. Mir m...
-

Héichleistungskonischen Duebelschraubenextruder
Charakteristiken Den SJZ Serie konischen Duebelschraubenextruder, och PVC-Extruder genannt, huet Virdeeler wéi gezwongen Extrudéierung, héich Qualitéit, breet Adaptabilitéit, laang Liewensdauer, niddreg Schergeschwindegkeet, haart Zersetzung, gudde Compoundéierungs- a Plastifizéierungseffekt, a direkt Formung vu Pulvermaterial usw. Laang Veraarbechtungseenheeten garantéieren stabil Prozesser a ganz zouverlässeg Produktioun a ville verschiddenen Uwendungen, déi fir PVC-Päifextrusiounslinn, PVC-Wellpäifextrusiounslinn, PVC WPC ... benotzt ginn



