
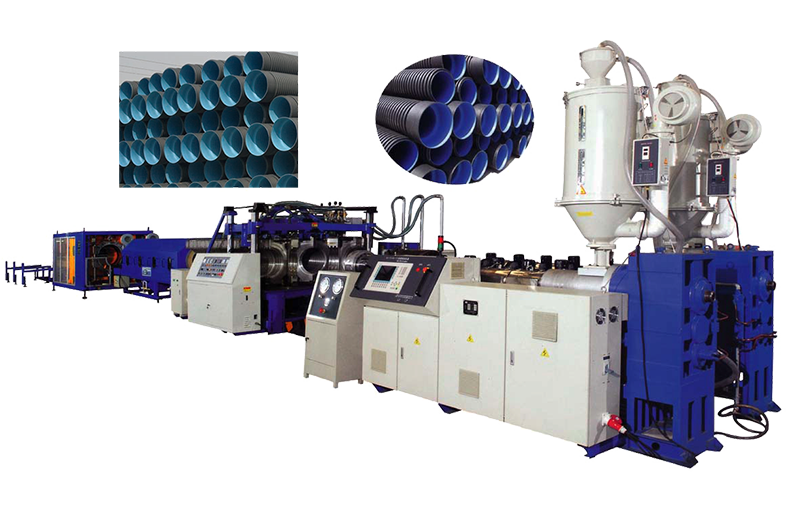
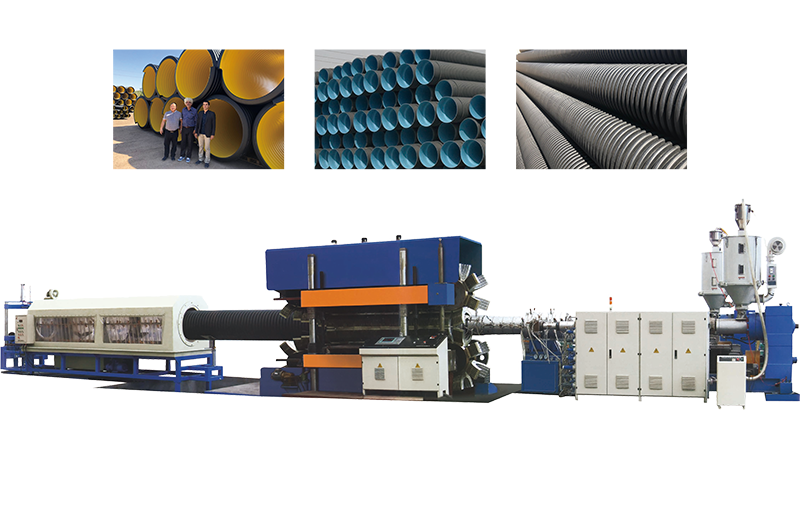
Héichgeschwindegkeet PE PP (PVC) Wellpäif Extrusiounslinn










Beschreiwung
Eng Maschinn fir gewellte Plastikroueren gëtt benotzt fir gewellte Plastikroueren ze produzéieren, déi haaptsächlech an urbanen Drainage, Ofwaassersystemer, Autobunnsprojeten, Waasserschutz-Bewässerungsprojeten a landwirtschaftleche Flächen benotzt ginn, a kann och a Projeten fir den Transport vu chemesche Minièrenflëssegkeeten agesat ginn, mat engem relativ breede Spektrum vun Uwendungen. D'Maschinn fir d'Produktioun vu gewellte Roueren huet d'Virdeeler vun enger héijer Leeschtung, stabiler Extrusioun an engem héije Grad vun Automatiséierung. Den Extruder kann no de spezielle Bedéngunge vum Material vum Benotzer entworf ginn, wéi z. B. PE PP oder PVC. D'PE PP Duebelwand-Gewellte Rohr-Extrusiounslinn benotzt en neien Typ vun héicheffizienten Eenzel-/Duebelschraubenextruder. D'PVC-Gewellte Rohrmaschinn benotzt en groussen, flaache Duebel- oder Konus-Duebel-Extruder. Mat enger Schicht an zwou Schichten no Wiel. Fir Duebelwand-Gewellte Roueren ze maachen, gëtt et zwou Zorten,horizontal Duebelwand gewellte Päif Extrusiounslinnanvertikal Duebelwandige Wellpäif Extrusiounslinn.
Prozessoflaf
Réimaterial → Mëschen → Vakuumzufuhrer → Plastik-Trichtertrockner → Extruder → Extrusiounsform → Formform → Waasserkillung Formmaschinn → Sprëtzkillwaassertank → Schneidmaschinn → Stapelmaschinn
Fonctiounen a Virdeeler
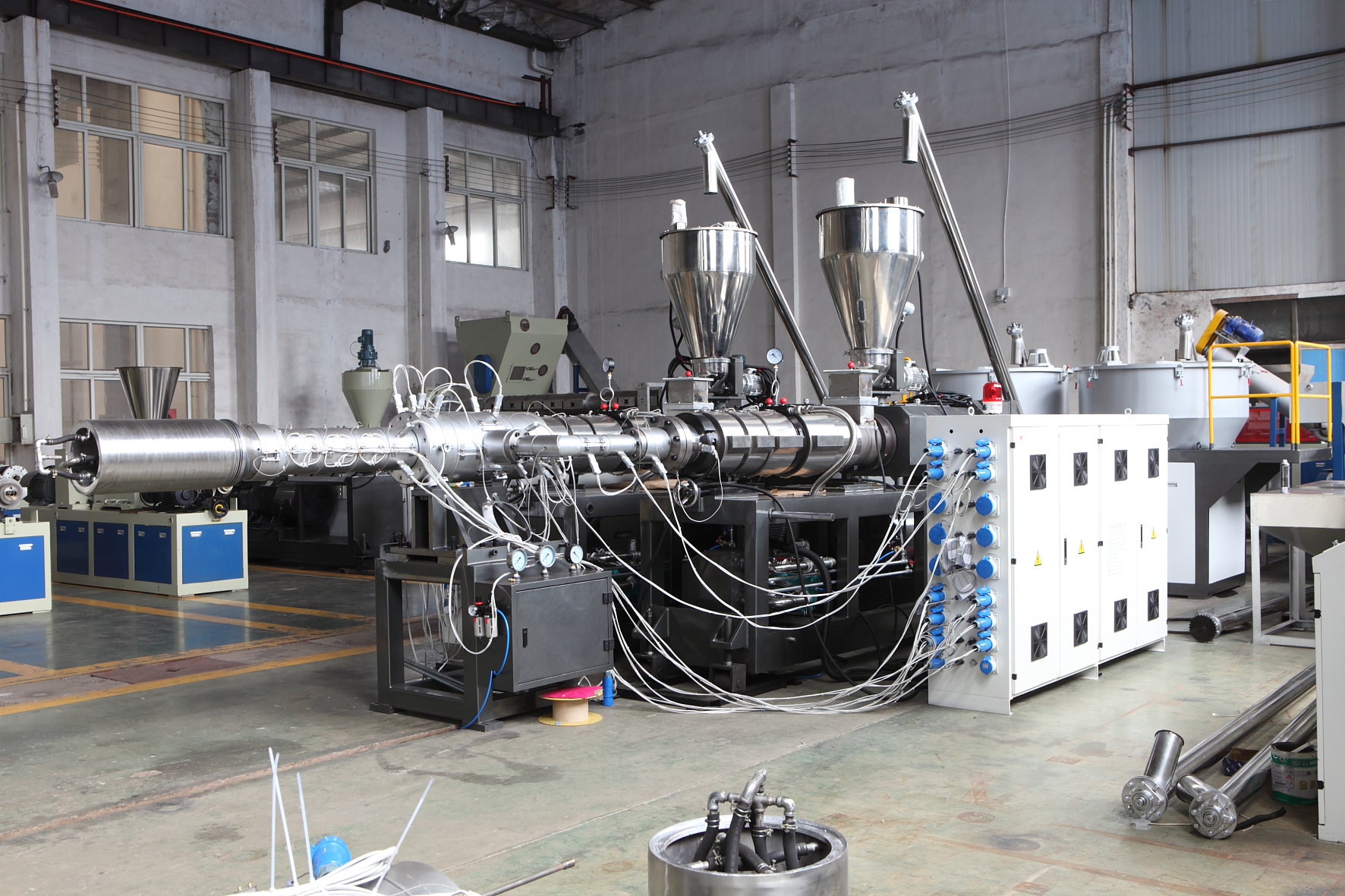
1. HDPE benotzt en neien Typ vun héicheffizienten Eenzel-/Zweischneckenextruder, a PVC benotzt e grousse flaache Zwillings- oder konischen Zwillingsextruder. Grouss konisch Zwillingsschneckenextruder oder parallel Zwillingsschneckenextruder kënnen eng exzellent Plastifizéierung bei niddreger Temperatur an eng stabil Extrusioun erreechen.
2. D'Kühlmethod vum Modul ass gezwongen Waasserkühlung, wat d'Kühlgeschwindegkeet vum Modul däitlech verbessert, fir eng héichgeschwindeg Produktioun z'erreechen.
3. Déi gewellte Päiflinn, och Duebelwand-Gewellte Päifmaschinnlinn genannt, kann Online-Ausfaarung realiséieren, fir sécherzestellen, datt déi verschidden Eegeschafte vum geformte Päif den Normen entspriechen.
4. Importéiert Verhältnis-Ajustéierungsventil passt den Formdrock stabil an zouverlässeg un.
5. Horizontal Wellplackmaschinn
6. D'Aarbechtsplattform ass dräidimensional verstellbar.
7. Den automatesche Schutzsystem fänkt un a funktionéiert erëm wann de Stroum ausgeschalt gëtt.
8. Automatesch Schmierstatioun
9. Formblöcke si aus enger spezieller Aluminiumlegierung gemaach a si liicht, hunn eng héich Festigkeit, si sinn gutt verschleißbeständeg an hunn e klengen thermeschen Ausdehnungskoeffizient.
10. Loftkillung a Waasserkillung fir gutt Ofkillung vu gewellte Formen, déi séier Päifen bilden.
11. D'Maschinn fir Wellpäifen ze schneiden huet d'Virdeeler vun héijer Präzisioun a kee Stëbs.
12. Déi komplett Linn benotzt e PLC-Mikrocomputer-Kontrollsystem, dat d'Schmelztemperatur an den Drock, d'Formgeschwindegkeet an den Fehleralarm visuell uweise kann an och d'Späicherkapazitéit vum Basisprozess huet.
Detailer

Eenzelschraubenextruder fir PE/PP
Baséierend op engem L/D-Verhältnis vun 33:1 fir den Design vun der Schraube, hu mir en L/D-Verhältnis vun 38:1 entwéckelt. Am Verglach zum Verhältnis vun 33:1 huet e Verhältnis vun 38:1 e Virdeel vun 100% Plastifizéierung, erhéicht d'Leeschtung ëm 30%, reduzéiert de Stroumverbrauch ëm bis zu 30% an erreecht eng bal linear Extrusiounsleistung. Mir benotzen eng L/D-Verhältnis vun 38:1 fir nei Materialien an eng L/D-Schraube vun 33:1 fir recycléiert Materialien.
Simens Touchscreen a PLC
Benotzt e Programm, deen vun eiser Firma entwéckelt gouf, a gitt Englesch oder aner Sproochen an de System an.
Spiralstruktur vum Fass
Den Fütterungsdeel vum Fass benotzt eng Spiralstruktur, fir eng stabil Materialzufuhr ze garantéieren an och d'Fütterungskapazitéit ze erhéijen.
Spezial Design vun der Schraube
D'Schrauf ass mat enger spezieller Struktur entworf, fir eng gutt Plastifizéierung a Vermëschung ze garantéieren. Ongeschmolzt Material kann dësen Deel vun der Schrauf net duerchzéien.
Loftgekillte Keramikheizung
Keramikheizungen garantéieren eng laang Liewensdauer. Dësen Design ass geduecht fir d'Fläch ze vergréisseren, déi den Heizkierper a Kontakt mat der Loft bréngt. Fir e bessere Loftkillungseffekt ze hunn.
Héichqualitativ Getriebe
D'Genauegkeet vum Getriebe muss bei Grad 5-6 an e méi niddrege Kaméidi ënner 75dB garantéiert sinn. Kompakt Struktur awer mat héijem Dréimoment.
Konischen Zwillingsschraubenextruder fir PVC
Souwuel konischen Duebelschraubenextruder wéi och parallel Duebelschraubenextruder kënne fir d'Produktioun vu PVC benotzt ginn. Mat der neister Technologie, fir d'Leeschtung ze reduzéieren an d'Kapazitéit ze garantéieren. No verschiddene Formelen bidden mir verschidden Schraubendesignen un, fir e gudden Plastifizéierungseffekt an eng héich Kapazitéit ze garantéieren.

Extrusiounsform
Souwuel d'äusser Schicht wéi och d'bannenzeg Schicht sinn am Stempelkapp extrudéiert. All Materialflosskanal am Stempelkapp ass gläichméisseg verdeelt. All Kanal gëtt no enger Hëtztbehandlung a Spigelpoléierung behandelt, fir e reibungslosen Materialfloss ze garantéieren. Zousätzlech liwwert d'Stempelkapp Drockloft tëscht deenen zwou Schichten. D'Kalibrierungshülse gëtt benotzt fir d'bannenzeg Schicht ofzekillen, fir e glaten a flaache Rouer dobannen ze kréien. Drockwaasser fléisst an d'Kalibrierungshülse fir e gudde Killeffekt ze hunn. Bei der Produktioun vu Päife mat groussen Duerchmiesser gëtt e Vakuum op der Uewerfläch vun der Kalibrierungshülse geschaf, fir d'Ronnheet vun der bannenzeger Päif ze garantéieren.
Formen vun der Schimmel
CNC-Bearbeitung garantéiert präzis Dimensiounen. E Vakuum-Loftkanal an e Waasserkillkanal mat engem groussen Duerchflussquerschnitt garantéieren e stabile, héichqualitativen an effiziente Produktiounsbetrib. De Modulmaterial ass eng héichfest Aluminiumlegierung mat héijer Wärmeleitfäegkeet, héijer Häert an héijer Verschleißbeständegkeet. D'Modulstruktur benotzt en integralen Drockgussprozess, mat enger méi dichter Textur an enger méi héijer thermescher Stabilitéit. Déi intern Uewerflächenbehandlung vum Modul verbessert d'Festigkeit an d'Häert vum Modul, wat méi fir déi perfekt Bildung vu Wellen förderlech ass. D'Form benotzt CNC-Bearbeitung fir seng Genauegkeet an e reibungslosen Oflaf ze garantéieren.


Waasserkillungsformmaschinn
Eng Waasserkillformmaschinn gëtt benotzt fir Wellformen ze placéieren an ze beweegen, et gëtt e Vakuum geschaf fir déi baussenzeg Schicht an d'Wellform ze absorbéieren fir eng Wellform ze bilden. Duerch d'Beweegung vun der Wellform gëtt och d'Päif aus der Wellform erausgezunn.
Automatescht Schmiersystem
Automatesch Schmierung vun den Zännrieder fir datt d'Wellform reibungslos beweegt.
Getriebezännrad
Den Zännrad ass uewen an der Wellform placéiert. All Zännradzänn sinn nitréiert an hëtzebehandelt ginn, fir laangfristeg Verschleißbeständegkeet ze garantéieren.
Uewerjustierungssystem
Elektronesch astellbarem Uewerkäerm fir verschidde Gréissten vun der Wellform. Mat véier Säulen ass eng stabil an präzis Astellung garantéiert.
Spannungsjustéierungssystem
Fir d'Spannung vun der Schimmelbewegung unzepassen, suergt dofir, datt d'Schimmel sech reibungslos beweegt.
Proportionalventil
Fir d'Loft méi stabil a präzis ze kontrolléieren, fir eng gutt Päif- a Socketform ze bilden.
Schimmelkillsystem
Mat Waasserkillung a Loftkillungssystem, fir e bessere Killeffekt, gutt a séier Päifformung.
UPS-Noutstroumversuergung
Bei engem Stroumausfall gëtt d'USV-Noutstroumversuergung dem Wellpapp Stroum geliwwert, fir datt d'Päif aus der Kalibrierungshüll erausgeet. Fir ze vermeiden, datt d'Päif no Ofkille vun der Päif an der Kalibrierungshüll hänke bleift a schrumpft.
Spray-Kühlwassertank
De Killtank gëtt benotzt fir d'Päif weider ze killen.
Hëllefstransport
Mat der Hëllefsausziehvorrichtung ass och d'Traktiounsvorrichtung flexibel. Fir d'Päif weider ze zéien.
Qualitéits Sprëtzdüse
Qualitativ héichwäerteg Sprëtzdüsen hunn eng besser Killeffekt a blockéiere net einfach duerch Ongereimtheeten.
Waassertankfilter
Mat Filter am Waassertank, fir grouss Ongereimtheeten ze vermeiden, wann Waasser vun dobausse eran kënnt.


Maschinn fir gewellte Päifen ze schneiden
D'Gewellte Päifschneidmaschinn ass héich Präzisioun a kee Stëbs.
Aluminium Klemmvorrichtung
Benotzt en Aluminium-Spannvorrichtung fir verschidden Päifgréissten. All Gréisst huet säin eegene Spannvorrichtung, et ass net néideg d'zentral Héicht fir verschidden Päifgréissten z'änneren.
Synchroniséierungssystem
D'Schneidstatioun gëtt vun engem Motor an engem Inverter ugedriwwen. Wärend dem Schneidprozess beweegt sech d'Schneidstatioun synchron mam Wellpapp, fir Verformunge vum Päif ze vermeiden.
Duebel Messer Schneiden
Mat zwee Messer déi zesumme schneiden, fir sécherzestellen, datt den Enn vun der Dous komplett ofgeschnidden ass.
Stapler
Fir d'Päifen z'ënnerstëtzen an ze entlueden. D'Längt vum Stapler kann personaliséiert ginn.
Fir d'Päifen z'ënnerstëtzen an ze entlueden. D'Längt vum Stapler kann personaliséiert ginn.
Fir datt d'Wellpäifen reibungslos um Stapler beweegt kënne ginn, applizéiere mir ganz Edelstahl op d'Uewerfläch vum Stapler.
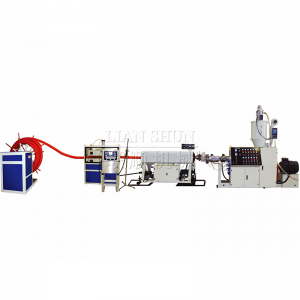
Fir d'Päif an eng Roll ze wikkelen, einfach ze späicheren an ze transportéieren. Normalerweis fir Päifen ënner 110 mm benotzt. Et gëtt eng eenzel Statioun an eng duebel Statioun fir ze wielen.

Technesch Donnéeën
| Modell | Päifgréisst (mm) | Extruder | Leeschtung (kg/h) | Geschwindegkeet (m/min) | Gesamtleistung (kW) | Schimmel (Pairen) | Killsystem |
| SGB250 | 90-250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | Loftkillung a Waasserkillung |
| SGB500 | 200-500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | Loftkillung a Waasserkillung |
Verwandte Produkter
-

Héichleistungskonischen Duebelschraubenextruder
Charakteristiken Den SJZ Serie konischen Duebelschraubenextruder, och PVC-Extruder genannt, huet Virdeeler wéi gezwongen Extrudéierung, héich Qualitéit, breet Adaptabilitéit, laang Liewensdauer, niddreg Schergeschwindegkeet, haart Zersetzung, gudde Compoundéierungs- a Plastifizéierungseffekt, a direkt Formung vu Pulvermaterial usw. Laang Veraarbechtungseenheeten garantéieren stabil Prozesser a ganz zouverlässeg Produktioun a ville verschiddenen Uwendungen, déi fir PVC-Päifextrusiounslinn, PVC-Wellpäifextrusiounslinn, PVC WPC ... benotzt ginn
-

Héich effizient Eenzelschraubeextruder
Charakteristiken Eng Eenzelschrauben-Plastik-Extrudermaschinn kann all Zorte vu Plastikprodukter veraarbechten, wéi Päifen, Profiler, Blieder, Brieder, Paneele, Placken, Gewënn, huel Produkter a sou weider. En Eenzelschrauben-Extruder gëtt och fir d'Geärung benotzt. Den Design vun der Eenzelschrauben-Extrudermaschinn ass fortgeschratt, d'Produktiounskapazitéit ass héich, d'Plastifizéierung ass gutt an den Energieverbrauch ass niddreg. Dës Extrudermaschinn benotzt eng haart Zännradoberfläche fir d'Transmissioun. Eis Extrudermaschinn huet vill Virdeeler. Mir m...
-

Héichleistung PVC Krust Schaumplat Extrusiounslinn
Uwendung PVC-Krust-Schaumplattenproduktiounslinn gëtt fir WPC-Produkter benotzt, wéi Dieren, Paneelen, Brieder a sou weider. WPC-Produkter si net zersetzend, deformatiounsfräi, Insekteschädigungsbeständeg, gutt brandsécher, ricksbeständeg a wartungsfräi etc. Ma Prozessfluss Schrauflader fir Mixer → Mixereenheet → Schrauflader fir Extruder → Konischen Duebelschraufextruder → Form → Kalibratiounsdësch → Killtablett → Ofzuchsmaschinn → Schneidmaschinn → Ausléisdësch → Inspektioun vum Endprodukt &...
-

Héichleistungs-PVC (PE PP) an Holzpanneau-Extrusioun...
Uwendung D'WPC-Wandpaneeleproduktiounslinn gëtt fir WPC-Produkter wéi Dieren, Panelen, Brieder a sou weider benotzt. WPC-Produkter si net zersetzend, deformatiounsfräi, resistent géint Insektenschied, gutt brandsécher, ricksbeständeg a wartungsfräi etc. Prozessoflaf Schrauflader fir Mixer → Mixereenheet → Schrauflader fir Extruder → Konischen Zwillingsschraufextruder → Form → Kalibratiounsdësch → Ofzuchsmaschinn → Schneidmaschinn → Ausléisdësch → Endproduktinspektioun & Verpackung D...
-

Héichleistung PVC Profil Extrusiounslinn
Uwendung Eng PVC-Profilmaschinn gëtt benotzt fir all Zorte vu PVC-Profiler ze produzéieren, wéi Fënster- a Dierprofiler, PVC-Drotkanäl, PVC-Waassertrog asw. PVC-Profil-Extrusiounslinn gëtt och UPVC Fënstermaschinn, PVC-Profilmaschinn, UPVC Profil-Extrusiounsmaschinn, PVC-Profil-Produktiounsmaschinn asw. genannt. Prozessoflaf Schrauflader fir Mëscher → Mëschereenheet → Schrauflader fir Extruder → Konischen Duebelschraufextruder → Form → Kalibratiounsdësch → Ofzuchsmaschinn → Schneidmaschinn → Ausléiser...
-
Aner Päifextrusiounslinnen ze verkafen
Maschinn fir Stoldrotskelett aus verstäerktem Plastikkomposit-Rouer Techneschen Datum Modell Rohrbereich (mm) Linngeschwindegkeet (m/min) Gesamtinstallatiounsleistung (kw) LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Rohrgréisst HDPE Massivrohr Stoldrotskelett aus verstäerktem Plastikkomposit-Rouer Déckt (mm) Gewiicht (kg/m) Déckt (mm) Gewiicht (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Héich effizient PPR Pipe Extrusiounslinn
Beschreiwung D'PPR-Päifmaschinn gëtt haaptsächlech benotzt fir PPR-Warm- a Kaltwaasserleitungen ze produzéieren. D'PPR-Päifextrusiounslinn besteet aus engem Extruder, enger Form, engem Vakuumkalibratiounstank, engem Sprëtzkilltank, enger Haul-Off-Maschinn, enger Schnëttmaschinn, engem Stapeler a sou weider. D'PPR-Päifextrudermaschinn an d'Haul-Off-Maschinn benotzen eng Frequenzgeschwindegkeetsreguléierung, d'PPR-Päifschneidmaschinn benotzt eng spunlos Schnëttmethod a PLC-Steierung, e Schnëtt mat fester Längt, an d'Schnëttoberfläche ass glat. D'FR-PPR-Glasfaser-PPR-Päif besteet aus dräi...
-

Héichleistungs PVC-Päifen-Extrusiounslinn
Uwendung PVC-Päifenherstellungsmaschinn gëtt benotzt fir all Zorte vu UPVC-Päifen fir landwirtschaftlech Waasserversuergung an Drainage, Gebaierwaasserversuergung an Drainage a Kabelverleeung, etc. ze produzéieren. PVC-Päifenherstellungsmaschinn mécht Päifdurchmesserberäich: Φ16mm-Φ800mm. Drockleitungen Waasserversuergung an Transport Landwirtschaft Bewässerungsleitungen Net-Drockleitungen Kanalisatiounsfeld Gebaierwaasserdrainage Kabelleitungen, Leitungsleitung, och PVC-Leitungsleitungsleitung genannt Prozessfloss Schrauflaadmaschinn fir Mixer→ ...
-

Héichgeschwindegkeet héich effizient PE Päif Extrusiounslinn
Beschreiwung D'HDPE-Päifmaschinn gëtt haaptsächlech fir d'Produktioun vun landwirtschaftleche Bewässerungsleitungen, Drainageleitungen, Gasleitungen, Waasserversuergungsleitungen, Kabelleitungen etc. benotzt. D'PE-Päifextrusiounslinn besteet aus engem Päifextruder, Päifformen, Kalibrierungseenheeten, Killtank, Ofzuchsmaschinn, Cutter, Stapler/Wéckelmaschinn an all Peripheriegeräter. D'HDPE-Päifherstellungsmaschinn produzéiert Päifen mat engem Duerchmiesser vun 20 bis 1600 mm. D'Päif huet e puer exzellent Eegeschafte wéi Hëtztbeständegkeet, Alterungsbeständegkeet, héich mechanesch Stäerkt...



