
Héich effizient PPR Pipe Extrusiounslinn






Beschreiwung
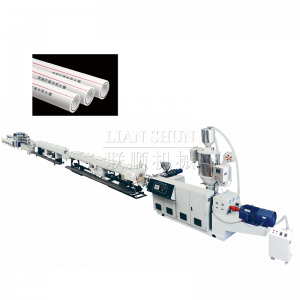
D'PPR-Päifmaschinn gëtt haaptsächlech benotzt fir PPR-Warm- a Kaltwaasserleitungen ze produzéieren. D'PPR-Päifextrusiounslinn besteet aus engem Extruder, enger Form, engem Vakuumkalibrierungstank, engem Sprëtzkilltank, enger Haul-Off-Maschinn, enger Schnëttmaschinn, enger Stapelmaschinn a sou weider. D'PPR-Päifextrudermaschinn an d'Haul-Off-Maschinn benotzen eng Frequenz-Geschwindegkeetsreguléierung, d'PPR-Päifschneidmaschinn benotzt eng spunlos Schnëttmethod a PLC-Steierung, e Schnëtt mat fester Längt, an d'Schnëttoberfläche ass glat.
FR-PPR Glasfaser-PPR-Päif besteet aus dräi Strukturschichten. Déi bannenzeg an déi baussenzeg Schicht sinn PPR, an déi mëttler Schicht ass faserverstäerkt Kompositmaterial. Déi dräi Schichten sinn zesummegestreckt.
Eis PPR-Päifenextrusiounslinn kann d'Ufuerderunge vun de Clienten voll erfëllen. Eis PPR-Päifenherstellungsmaschinn kann eng breet Palette vu Materialien veraarbechten, dorënner HDPE, LDPE, PP, PPR, PPH, PPB, MPP, PERT, etc. Eis PPR-Päifenproduktiounslinn kann Gréissten vun op d'mannst 16 mm bis 160 mm mat enger Schicht oder méi Schichten oder souguer méi Schichten mat duebeler Kavitéit produzéieren, fir Maschinnekäschten a Betribskäschten ze spueren.
Applikatioun
PPR-Päifen kënnen fir déi folgend Uwendungen benotzt ginn:
Transport vun Drénkwaasser
Transport vu waarmem a kalem Waasser
Buedemheizung
Zentralheizungsanlagen an Haiser an Industrien
Industriell Transporter (chemesch Flëssegkeeten a Gaser)
Am Verglach mat PE-Päifen kann PPR-Päif fir den Transport vun waarmem Waasser benotzt ginn. Normalerweis gëtt et a Gebaier fir d'Warmwaasserversuergung benotzt. Hautdesdaags gëtt et vill Zorte vu PPR-Päifen, zum Beispill PPR-Glasfaser-Komposit-Päifen, och PPR mat enger UV-resistenter Baussenschicht an enger Antibiotik-Banneschicht.
Fonctiounen
1. Dräischichtege Koextrusiouns-Stanzkapp, d'Dicke vun all Schicht ass gläichméisseg
2. PPR-Glasfaser-Komposit-Päif huet eng héich Festigkeit, eng kleng Deformatioun bei héijen Temperaturen an e niddregen Expansiounskoeffizient. Am Verglach mat PP-R-Päifen spuert PPR-Glasfaser-Komposit-Päifen Käschten tëscht 5% an 10%.
3. D'Linn adoptéiert e PLC-Kontrollsystem mat HMI, dat einfach ze bedreiwen ass a Funktioun vun der Verknëppung huet.
Detailer

Eenzelschraubeextruder
Baséierend op engem L/D-Verhältnis vun 33:1 fir den Design vun der Schrauf, hu mir en L/D-Verhältnis vun 38:1 entwéckelt. Am Verglach zum Verhältnis vun 33:1 huet en Verhältnis vun 38:1 e Virdeel vun 100% Plastifizéierung, erhéicht d'Ausgabkapazitéit ëm 30%, reduzéiert de Stroumverbrauch ëm bis zu 30% an erreecht eng bal linear Extrusiounsleistung.
Simens Touchscreen a PLC
Benotzt e Programm, deen vun eiser Firma entwéckelt gouf, a gitt Englesch oder aner Sproochen an de System an.
Spiralstruktur vum Fass
Den Fütterungsdeel vum Fass benotzt eng Spiralstruktur, fir eng stabil Materialzufuhr ze garantéieren an och d'Fütterungskapazitéit ze erhéijen.
Spezial Design vun der Schraube
D'Schrauf ass mat enger spezieller Struktur entworf, fir eng gutt Plastifizéierung a Vermëschung ze garantéieren. Ongeschmolzt Material kann dësen Deel vun der Schrauf net duerchzéien.
Loftgekillte Keramikheizung
Keramikheizungen garantéieren eng laang Liewensdauer. Dësen Design ass geduecht fir d'Fläch ze vergréisseren, déi den Heizkierper a Kontakt mat der Loft bréngt. Fir e bessere Loftkillungseffekt ze hunn.
Héichqualitativ Getriebe
D'Genauegkeet vum Getriebe muss bei Grad 5-6 an e méi niddrege Kaméidi ënner 75dB garantéiert sinn. Kompakt Struktur awer mat héijem Dréimoment.
Extrusiouns-Düsekapp
D'Extrusiounsform/-Schimmel applizéiert eng Spiralstruktur, wouduerch all Materialflosskanal gläichméisseg placéiert ass. All Kanal gëtt no enger Hëtztbehandlung a Spigelpoléierung ofgewickelt, fir e reibungslosen Materialfloss ze garantéieren. D'Form mat engem Spiraldorn garantéiert keng Verspéidung am Flosskanal, wat d'Qualitéit vun de Päifen verbessere kann. E besonnescht Scheiwendesign op de Kalibrierhülsen garantéiert eng héich Geschwindegkeet vun der Extrusioun. D'Struktur vum Formkapp ass kompakt an suergt och fir e stabile Drock, ëmmer vun 19 bis 20 MPa. Ënner dësem Drock ass d'Päifqualitéit gutt an et gëtt ganz wéineg Afloss op d'Produktiounskapazitéit. Et kann een- oder méischichteg Päifen produzéieren.

CNC-Veraarbechtung
All Deel vum Extrusiounsstanzkapp gëtt vun der CNC veraarbecht fir Präzisioun ze garantéieren.
Material vun héijer Qualitéit
Benotzt héichwäertegt Material fir den Extrusiounsschrëftkapp. De Schrëftkapp huet eng héich Stäerkt a verformt sech net bei längerem Gebrauch ënner héijen Temperaturen.
Smooth Flow Kanal
Spigelpoléieren um Flosskanal an all Deel, deen a Kontakt mat der Schmelz kënnt. Fir datt de Material fléisst ouni Problemer.

Vakuumkalibrierungstank
E Vakuumtank gëtt benotzt fir Päifen ze formen an ze killen, fir eng Standard Päifgréisst z'erreechen. Mir benotzen eng Duebelkammerstruktur. Déi éischt Kammer ass kuerz, fir eng ganz staark Killung a Vakuumfunktioun ze garantéieren. Well de Kalibrator virun der éischter Kammer placéiert ass an d'Päifform haaptsächlech vum Kalibrator geformt gëtt, kann dësen Design eng séier a besser Formung a Killung vum Päif garantéieren. Den Duebelstrang-Vakuumtank gëtt individuell gesteiert, wat e praktesche Betrib als eenzegen erméiglecht. E stabile an zouverléissegen Drocktransmitter an e Vakuumdrocksensor ginn agesat fir eng automatesch Kontroll ze realiséieren.
Spezial Design vum Kalibrator
De Kalibrator ass speziell entwéckelt fir méi Leitungen direkt mat Killwaasser a Kontakt ze bréngen. Dësen Design erméiglecht eng besser Ofkillung a Formung vu véiereckege Leitungen.
Automatescht Vakuumjustéierungssystem
Dëst System kontrolléiert de Vakuumgrad am festgeluechte Beräich. Mat engem Inverter gëtt d'Vitesse vun der Vakuumpompel automatesch kontrolléiert, fir Energie an Zäit fir d'Ajustéierung ze spueren.
Schalldämpfer
Mir placéieren e Schalldämpfer um Vakuumjustéierungsventil fir de Kaméidi ze minimiséieren, wann Loft an de Vakuumtank kënnt.
Drockentlastungsventil
Fir de Vakuumtank ze schützen. Wann de Vakuumgrad de maximale Limit erreecht, geet de Ventil automatesch op fir de Vakuumgrad ze reduzéieren, fir e Broch vum Tank ze vermeiden. D'Limite vum Vakuumgrad kann ugepasst ginn.
Automatescht Waasserkontrollsystem
E speziell entwéckelt Waasserkontrollsystem, mat kontinuéierlechem Waassereranlaf an enger Waasserpompel fir d'waarmt Waasser ofzeleeden. Op dës Manéier kann eng niddreg Waassertemperatur am Raum garantéiert ginn. De ganze Prozess ass voll automatesch.
Waasser, Gasseparator
Fir d'Gaswaasser ze trennen. Gas, dat vun uewen ofgeet. Waasser fléisst an den ënneschten Deel.
Zentraliséiert Drainage-Apparat
All Waasseroflaf vum Vakuumtank ass integréiert an an eng eenzeg Edelstahlleitung ugeschloss. Verbënnt déi integréiert Leitung nëmmen un d'Oflaf vun dobaussen, fir de Betrib méi einfach a méi séier ze maachen.
Hallefronn Ënnerstëtzung
Hallefronn Ënnerstëtzung gëtt vun der CNC veraarbecht, fir sécherzestellen, datt se exakt an d'Päif passt. Nodeems d'Päif aus der Kalibrierungshülse erausgeet, garantéiert d'Ënnerstëtzung d'Ronnheet vun der Päif am Vakuumtank.
Spray-Kühlwassertank
De Killtank gëtt benotzt fir d'Päif weider ze killen.

Waassertankfilter
Mat Filter am Waassertank, fir grouss Ongereimtheeten ze vermeiden, wann Waasser vun dobausse eran kënnt.
Qualitéits Sprëtzdüse
Qualitativ héichwäerteg Sprëtzdüsen hunn eng besser Killeffekt a blockéiere net einfach duerch Ongereimtheeten.
Duebel Schleifpipeline
Séchert eng kontinuéierlech Waasserversuergung vun der Sprëtzdüs. Wann de Filter verstoppt ass, kann déi aner Schleif benotzt ginn, fir temporär Waasser ze liwweren.
Astellungsgerät fir d'Päifënnerstëtzung
Mat Handrad fir d'Positioun vum erop- an erofbeweegende Nylonrad unzepassen, fir datt d'Päif ëmmer an der zentraler Linn bleift.

Haul Off Maschinn
D'Haul-Off-Maschinn bitt genuch Zuchkraaft fir d'Päif stabil ze zéien. Jee no verschiddene Päifgréissten an -dicken, wäert eis Firma d'Zuchgeschwindegkeet, d'Zuel vun de Klauen an déi effektiv Zuchlängt upassen. Fir d'Iwwereneestëmmung vun der Päifextrusiounsgeschwindegkeet an der Formgeschwindegkeet ze garantéieren, an och d'Verformung vum Päif beim Zuch ze vermeiden.
Separaten Traktiounsmotor
All Klauen hunn hiren eegenen Traktiounsmotor, deen individuell gesteiert gëtt, wat e praktesche Betrib als Eenzelstrang erméiglecht, zousätzlech mat dem ieweschte Raupenriemenstopp, fir d'Ronnheet vum Rouer ze garantéieren. D'Clienten kënnen och e Servomotor wielen, fir eng méi grouss Traktiounskraaft, eng méi stabil Traktiounsgeschwindegkeet an e méi breede Spektrum vun der Traktiounsgeschwindegkeet ze hunn.
Separat Loftdrockkontroll
All Klauen mat senger eegener Loftdrockkontroll, méi präzis, Operatioun ass méi einfach.
Upassung vun der Päifpositioun
E speziell entwéckelt Positiounsjustéierungssystem kann e Réier an der Mëtt vun der Abzugsunitéit maachen.
Schneidmaschinn
D'PPR-Päifenschneidmaschinn, och PPR-Päifenschneidmaschinn genannt, gëtt vun der Siemens PLC gesteiert a schafft zesumme mat der Haul-Off-Eenheet fir präzis Schnëtt. D'Maschinn gëtt mat engem Messertyp geschnidden, d'Päifenschneidfläch ass glat. De Client kann d'Längt vum Päif astellen, deen e schneide wëll. Mat engem individuellen Design vum sponlosen Schneider. Ugedriwwe vu Motor a Synchronriemen, wat e normale Schnëtt bei héijer Geschwindegkeet garantéiert.

Aluminium Klemmvorrichtung
Benotzt en Aluminium-Spannvorrichtung fir verschidden Päifgréissten, all Gréisst huet seng eege Spannvorrichtung. Dës Struktur suergt dofir, datt d'Päif exakt an der Mëtt bleift. D'Mëtthéicht vun der Spannvorrichtung ass net néideg fir verschidden Päifgréissten unzepassen.
Präzisiounsführschinn
Benotzt d'linear Führungsschinn, de Schnëttroll beweegt sech laanscht d'Führungsschinn. De Schnëttprozess ass stabil an d'Schnëttlängt ass präzis.
Klingenjustierungssystem
Mat engem Lineal fir déi verschidde Positioune vun der Klingen unzeweisen, fir verschidde Päifgréissten ze schneiden. Einfach d'Klingenpositioun unzepassen.
Stapler
Fir d'Päifen z'ënnerstëtzen an ze entlueden. D'Längt vum Stapler kann personaliséiert ginn.
Schutz vun der Uewerfläch vun de Päifen
Mat Roll, fir d'Uewerfläch vun der Päif beim Beweege vun der Päif ze schützen.
Zentral Héichtenastellung
Mat engem einfache Justiervorrichtung fir d'zentral Héicht fir verschidde Päifgréissten unzepassen.
Technesch Donnéeën
| Modell | Ëmfang vun der Rohrdurchmesser | Hostmodus | Produktiounskapazitéit | Installéiert Leeschtung | Längt vun der Produktiounslinn |
| PP-R-63 | 20-63 | SJ65, SJ25 | 120 | 94 | 32 |
| PP-R-110 | 20-110 | SJ75, SJ25 | 160 | 175 | 38 |
| PP-R-160 | 50-160 | SJ90, SJ25 | 230 | 215 | 40 |
| PE-RT-32 | 16-32 | SJ65 | 100 | 75 | 28 |
Verwandte Produkter
-

Héichleistungskonischen Duebelschraubenextruder
Charakteristiken Den SJZ Serie konischen Duebelschraubenextruder, och PVC-Extruder genannt, huet Virdeeler wéi gezwongen Extrudéierung, héich Qualitéit, breet Adaptabilitéit, laang Liewensdauer, niddreg Schergeschwindegkeet, haart Zersetzung, gudde Compoundéierungs- a Plastifizéierungseffekt, a direkt Formung vu Pulvermaterial usw. Laang Veraarbechtungseenheeten garantéieren stabil Prozesser a ganz zouverlässeg Produktioun a ville verschiddenen Uwendungen, déi fir PVC-Päifextrusiounslinn, PVC-Wellpäifextrusiounslinn, PVC WPC ... benotzt ginn
-

Héich effizient Eenzelschraubeextruder
Charakteristiken Eng Eenzelschrauben-Plastik-Extrudermaschinn kann all Zorte vu Plastikprodukter veraarbechten, wéi Päifen, Profiler, Blieder, Brieder, Paneele, Placken, Gewënn, huel Produkter a sou weider. En Eenzelschrauben-Extruder gëtt och fir d'Geärung benotzt. Den Design vun der Eenzelschrauben-Extrudermaschinn ass fortgeschratt, d'Produktiounskapazitéit ass héich, d'Plastifizéierung ass gutt an den Energieverbrauch ass niddreg. Dës Extrudermaschinn benotzt eng haart Zännradoberfläche fir d'Transmissioun. Eis Extrudermaschinn huet vill Virdeeler. Mir m...
-

Héichleistung PVC Krust Schaumplat Extrusiounslinn
Uwendung PVC-Krust-Schaumplattenproduktiounslinn gëtt fir WPC-Produkter benotzt, wéi Dieren, Paneelen, Brieder a sou weider. WPC-Produkter si net zersetzend, deformatiounsfräi, Insekteschädigungsbeständeg, gutt brandsécher, ricksbeständeg a wartungsfräi etc. Ma Prozessfluss Schrauflader fir Mixer → Mixereenheet → Schrauflader fir Extruder → Konischen Duebelschraufextruder → Form → Kalibratiounsdësch → Killtablett → Ofzuchsmaschinn → Schneidmaschinn → Ausléisdësch → Inspektioun vum Endprodukt &...
-

Héichleistungs-PVC (PE PP) an Holzpanneau-Extrusioun...
Uwendung D'WPC-Wandpaneeleproduktiounslinn gëtt fir WPC-Produkter wéi Dieren, Panelen, Brieder a sou weider benotzt. WPC-Produkter si net zersetzend, deformatiounsfräi, resistent géint Insektenschied, gutt brandsécher, ricksbeständeg a wartungsfräi etc. Prozessoflaf Schrauflader fir Mixer → Mixereenheet → Schrauflader fir Extruder → Konischen Zwillingsschraufextruder → Form → Kalibratiounsdësch → Ofzuchsmaschinn → Schneidmaschinn → Ausléisdësch → Endproduktinspektioun & Verpackung D...
-

Héichleistung PVC Profil Extrusiounslinn
Uwendung Eng PVC-Profilmaschinn gëtt benotzt fir all Zorte vu PVC-Profiler ze produzéieren, wéi Fënster- a Dierprofiler, PVC-Drotkanäl, PVC-Waassertrog asw. PVC-Profil-Extrusiounslinn gëtt och UPVC Fënstermaschinn, PVC-Profilmaschinn, UPVC Profil-Extrusiounsmaschinn, PVC-Profil-Produktiounsmaschinn asw. genannt. Prozessoflaf Schrauflader fir Mëscher → Mëschereenheet → Schrauflader fir Extruder → Konischen Duebelschraufextruder → Form → Kalibratiounsdësch → Ofzuchsmaschinn → Schneidmaschinn → Ausléiser...
-

Héichgeschwindegkeet PE PP (PVC) Wellpäif Extrusioun ...
Beschreiwung D'Maschinn fir gewellte Plastikroueren gëtt benotzt fir gewellte Plastikroueren ze produzéieren, déi haaptsächlech an urbanen Drainage, Ofwaassersystemer, Autobunnsprojeten, Waasserschutzbewässerungsprojeten a landwirtschaftleche Gebidder benotzt ginn, a kënnen och a Projeten fir den Transport vu chemesche Minièrenflëssegkeeten agesat ginn, mat engem relativ breede Spektrum vun Uwendungen. D'Maschinn fir gewellte Roueren huet d'Virdeeler vun enger héijer Leeschtung, stabiler Extrusioun an engem héije Grad vun Automatiséierung. Den Extruder kann no de spezielle Bedierfnesser entworf ginn...
-
Héich effizient PPR Pipe Extrusiounslinn
Beschreiwung D'PPR-Päifmaschinn gëtt haaptsächlech benotzt fir PPR-Warm- a Kaltwaasserleitungen ze produzéieren. D'PPR-Päifextrusiounslinn besteet aus engem Extruder, enger Form, engem Vakuumkalibratiounstank, engem Sprëtzkilltank, enger Haul-Off-Maschinn, enger Schnëttmaschinn, engem Stapeler a sou weider. D'PPR-Päifextrudermaschinn an d'Haul-Off-Maschinn benotzen eng Frequenzgeschwindegkeetsreguléierung, d'PPR-Päifschneidmaschinn benotzt eng spunlos Schnëttmethod a PLC-Steierung, e Schnëtt mat fester Längt, an d'Schnëttoberfläche ass glat. D'FR-PPR-Glasfaser-PPR-Päif besteet aus dräi...
-

Héichleistungs PVC-Päifen-Extrusiounslinn
Uwendung PVC-Päifenherstellungsmaschinn gëtt benotzt fir all Zorte vu UPVC-Päifen fir landwirtschaftlech Waasserversuergung an Drainage, Gebaierwaasserversuergung an Drainage a Kabelverleeung, etc. ze produzéieren. PVC-Päifenherstellungsmaschinn mécht Päifdurchmesserberäich: Φ16mm-Φ800mm. Drockleitungen Waasserversuergung an Transport Landwirtschaft Bewässerungsleitungen Net-Drockleitungen Kanalisatiounsfeld Gebaierwaasserdrainage Kabelleitungen, Leitungsleitung, och PVC-Leitungsleitungsleitung genannt Prozessfloss Schrauflaadmaschinn fir Mixer→ ...
-

Héichgeschwindegkeet héich effizient PE Päif Extrusiounslinn
Beschreiwung D'HDPE-Päifmaschinn gëtt haaptsächlech fir d'Produktioun vun landwirtschaftleche Bewässerungsleitungen, Drainageleitungen, Gasleitungen, Waasserversuergungsleitungen, Kabelleitungen etc. benotzt. D'PE-Päifextrusiounslinn besteet aus engem Päifextruder, Päifformen, Kalibrierungseenheeten, Killtank, Ofzuchsmaschinn, Cutter, Stapler/Wéckelmaschinn an all Peripheriegeräter. D'HDPE-Päifherstellungsmaschinn produzéiert Päifen mat engem Duerchmiesser vun 20 bis 1600 mm. D'Päif huet e puer exzellent Eegeschafte wéi Hëtztbeständegkeet, Alterungsbeständegkeet, héich mechanesch Stäerkt...



