Plastik Päif Extrusioun Linn
Wat ass eng Plastikpäif Extrusiounslinn?
D'Extrusiounslinn fir Plastikroueren ass e Produktiounsprozess a grousse Volumen, bei deem réie Plastik geschmolz a zu engem kontinuéierleche Rouer geformt gëtt.
D'Firma LianShun ass entwéckelt fir PE-Päifen-Extrusiounsmaschinnen, PVC-Päifen-Extrusiounsmaschinnen, PPR-Päifen-Extrusiounsmaschinnenserie, etc. Plastikpäifen-Extrusiounsmaschinnen si mat héijer Ausbezuelung, nidderegen Energieverbrauch, enger gudder Schmelzhomogenitéit a laangfristeger Lafstabilitéit ausgestatt. De modulare Design ass eng Päifen-Extrusiounsserie, déi Komfort, Rohmaterialspueren, Automatiséierung verbesseren, eng héich Ausgabequote an eng héich Qualitéit vun der Extrusioun garantéiert, an de Präis fir d'Päifen-Extrusiounsmaschinne ass ganz kompetitiv fir d'Benotzer, etc. Aspekter bidden déi perfekt Gesamtléisung.
Dëse Prozess fänkt domat un, datt Plastikmaterial (Pellets, Granulat, Flacken oder Pudder) aus engem Trichter an de Laf vum Extruder agefouert gëtt. D'Material gëtt lues a lues duerch déi mechanesch Energie geschmolz, déi duerch d'Dréie vu Schrauwen an duerch Heizungen, déi laanscht de Laf ubruecht sinn, generéiert gëtt. De geschmollte Polymer gëtt dann an eng Matrize gepresst, déi de Polymer an eng Form formt, déi beim Ofkille verhärtet.
Päif Extrusioun Maschinn Produktiounsprozess
1. Gemëscht Trocknung
D'Mëschung aus dem gemëschte Waasser ass fir e bekannte Rohmaterial mam Faarfmastermaterial ze kréien a vermëschen, vermëschen, vermëschen, vermëschen.
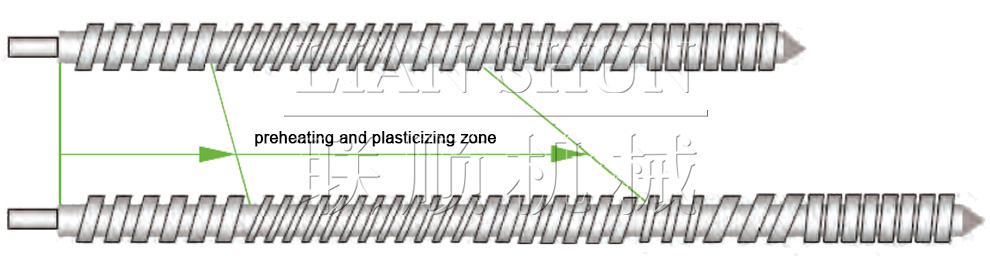
2. Plastifizéierung vun der Extrusioun
D'Réimaterial gëtt vum Hopper an d'Extrusiounslinn gehüpft, transportéiert, reduzéiert, geschmolz, homogeniséiert, lues a lues vu feste Partikelen an héich elastesch ëmgewandelt, an dann lues a lues zu enger viskoser Flëssegkeet (Viskositéit) ginn a stänneg gedréckt ginn.
3. Formen vun der Schimmel
Bei enger geeigneter Temperatur gëtt dat aus dem Extruder extrudéiert Material op der Filterplack duerch d'Rotatiounsbewegung an eng riicht Bewegung an d'Form gedréckt. No der Spiraltrennung gëtt d'Komprimatioun an e röhrege Ronndeel an der Formsektioun gemaach an schliisslech d'Mëndung ofgedréckt.
4. Killformen
Aus dem Form-extrudéierten Hëtzeréierblanket an engem Negativdrockzoustand, jee no der Aart a Killung vum Vakuumset vun der Vakuumkëscht, killt et d'Päif am Päif lues a lues of, an eng allgemeng Killung entsteet.
5. Schneiden
Ënnert der Berechnung vum Radmeter gëtt d'Schneidung vun der Päif mat fester Längt no der Schnëttmaschinn ofgeschloss.
6. Gestapelte Verpackungen
Applikatioun vun der Plastikpäifextrusiounslinn


Aarte vu Päifextrusiounsmaschinnen

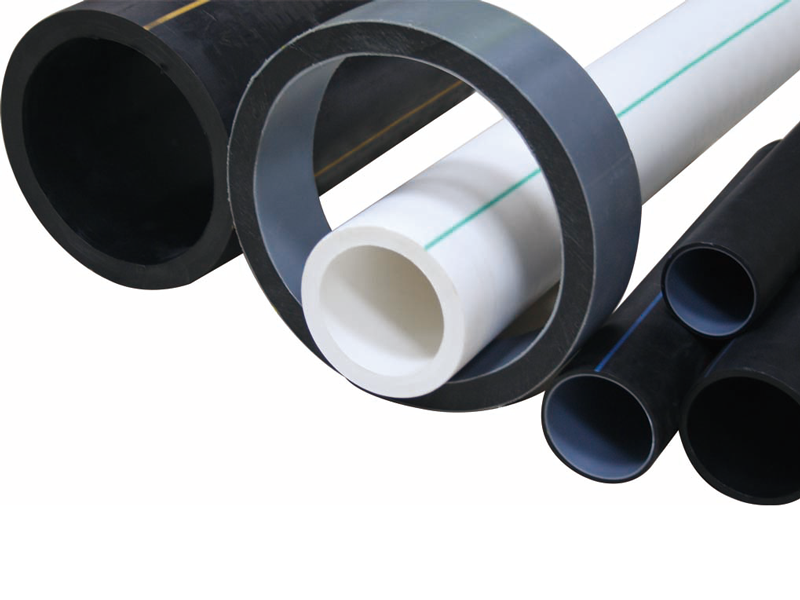
HDPE Päif Extrusiounsmaschinn
HDPE-Päife ginn haaptsächlech a kommunale Waasserversuergungssystemer, beim Bau vu Waasserversuergungssystemer fir dobannen an dobaussen a Wunngemeinschaften agesat.
Als ee vun de féierende Produzente vu Plastikrohr-Extrusiounsmaschinnen ass d'LIANSHUN HDPE-Rohrherstellungsmaschinn villfälteg a kann Rohren a verschiddene Gréissten, Duerchmiesser a Wanddicken produzéieren, fir spezifesch Projetufuerderungen ze erfëllen. Ausserdeem kann dës HDPE-Rohr-Extrusiounslinn personaliséiert ginn, mat engem schéinen Ausgesinn, engem héijen Automatiséierungsgrad, enger zouverléisseger a stabiler Produktioun.
D'Käschten an de Präis vun eiser HDPE-Päifen-Produktiounsanlag si ganz kompetitiv.
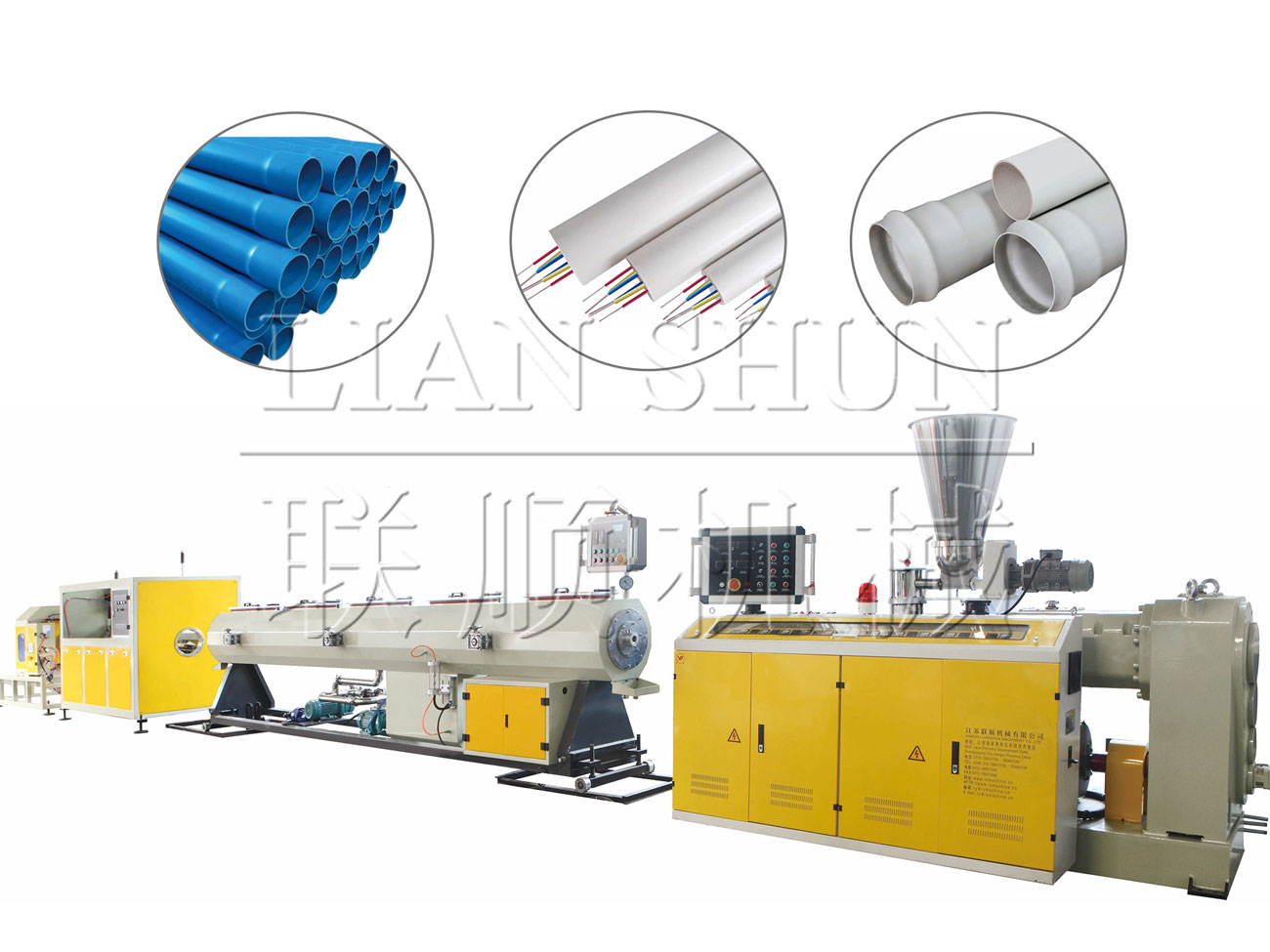
PVC Päif Extrusiounsmaschinn
D'Produktiounslinn vu PVC-Päifen benotzt e speziellen Schrauwen- a Formdesign, fir datt d'Material einfach geformt ka ginn, mat enger eenheetlecher Plastifizéierung, héijer Produktiounsgeschwindegkeet, stabilem Laf an einfachem Betrib.
Mir hunn eng breet Palette vun Duebelschraubenextruder a Gréissten zesumme mat Kapazitéiten. Den Design vum Duebelschraubenextruder kann op Basis vun der Kombinatioun vu Rohmaterialien, déi d'Clienten fir d'Produktioun vu PVC-Päifen benotze wäerten, personaliséiert ginn. Den Duebelschraubenextruder garantéiert eng homogen Mëschung a besser Plastifizéierung an Effizienz.
PVC-Päifenherstellungsmaschinnen, hiergestallt vu LIANSHUN, hunn ënnerschiddlech Konfiguratiounen fir d'Produktioun vu Päifen vum Duerchmiesser vun 16 mm bis 800 mm.
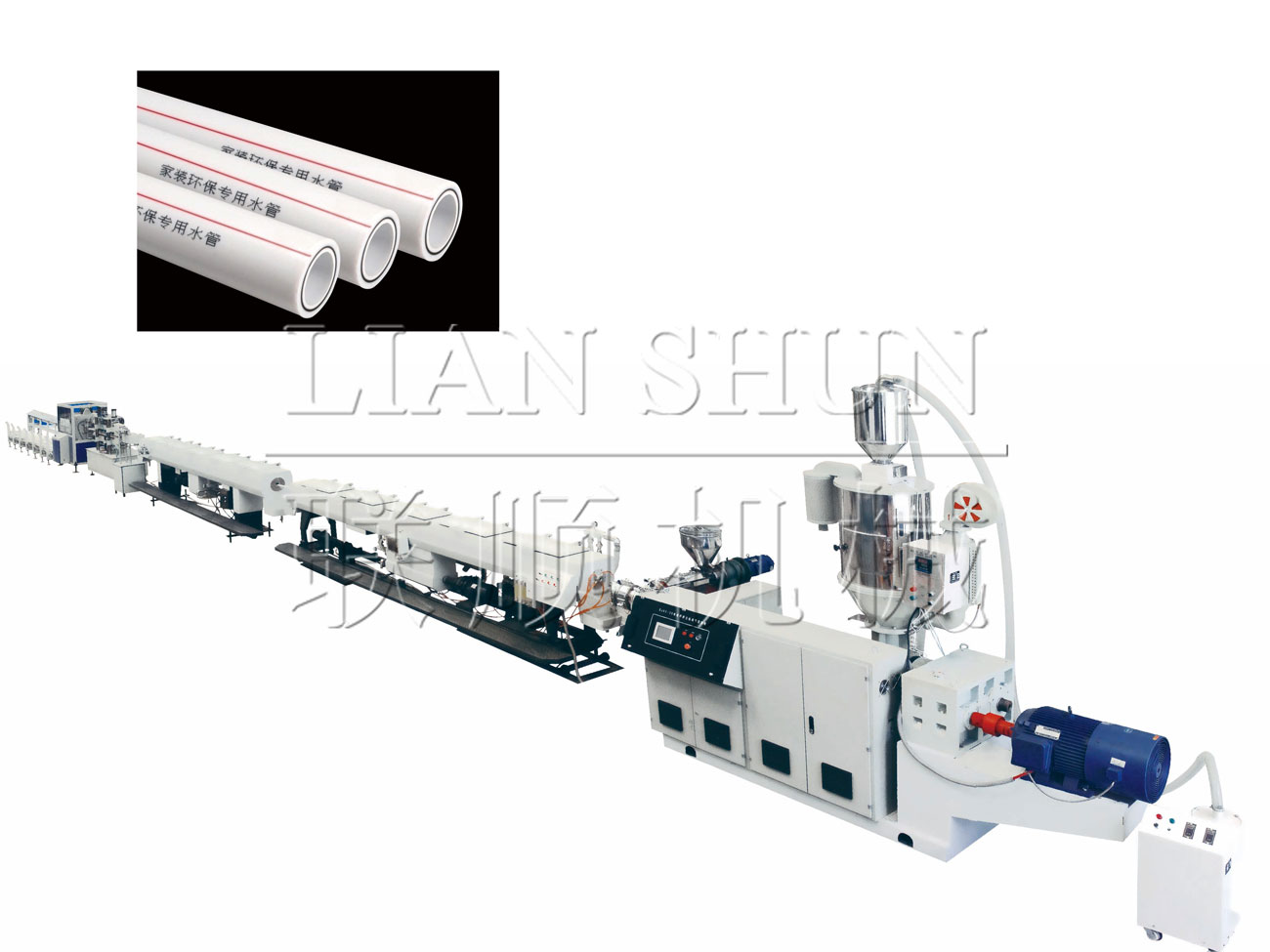
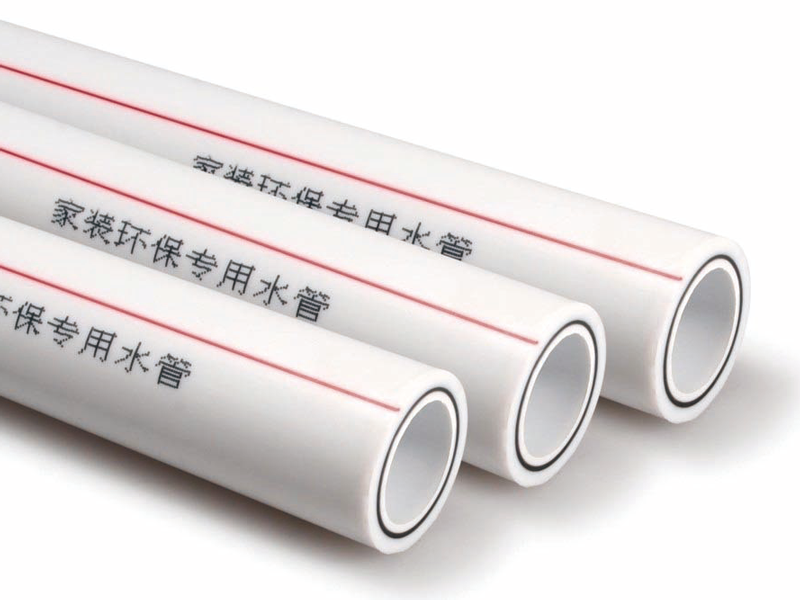
PPR (FR-PPR) Päif Extrusiounsmaschinn
PPR-Päif ass eng Zort Päif, déi aus PPR (Polypropylen-Zoufalls-Copolymer (PPR oder PP-R)) produzéiert gëtt, engem zoufällege Copolymer mat Polyethylen, deen fir Plastikleitungen benotzt gëtt.
PPR-Päifen gi fir den Transfer vu waarmem a kalem Waasser a Gebaier benotzt. Dofir kann d'Benotzung vu PPR-Päifen a Gebaier Käschte fir d'Isolatioun vu Päifen spueren.
Dës PPR-Päifleitung benotzt déi fortgeschratt Technologie vun Europa mat enger eenzegaarteger Struktur, féierender Konfiguratioun, héijer Automatiséierung an einfacher Operatioun. D'PPR-Päifextruderschraube benotzt en héichleistungsfäegen Typ mat grousser Leeschtung, gudder Plastifizéierung, gudder Stabilitéit an exzellenter Zouverlässegkeet, gëeegent fir PP-R PO, PE-RT, PB, MPP, etc.
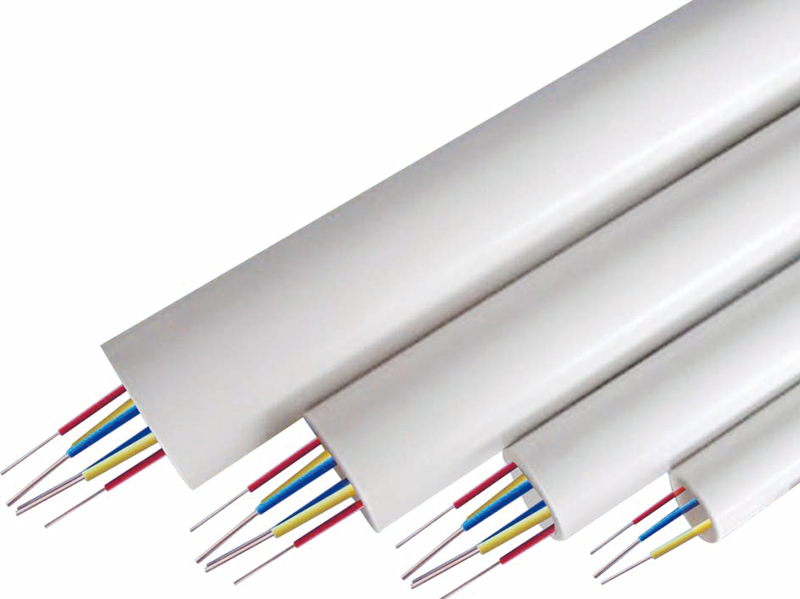
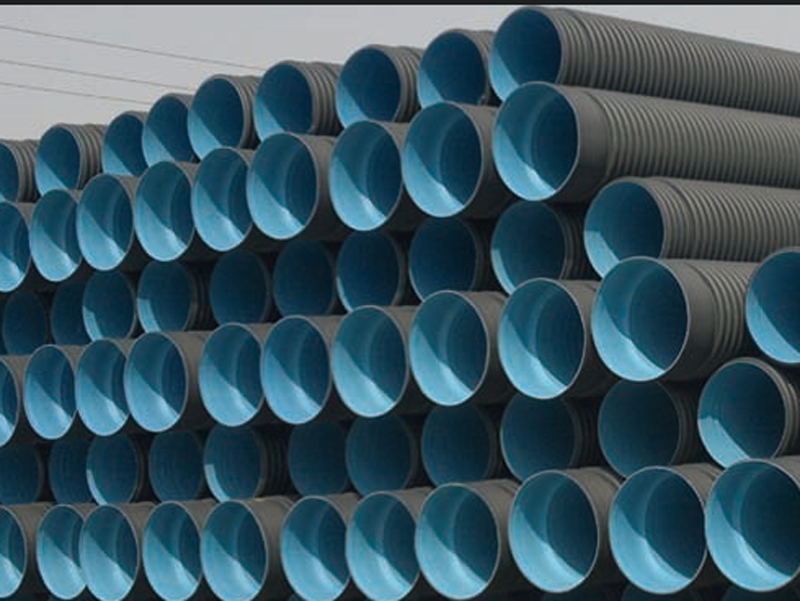
PE PP (PVC) Wellpäif Extrusiounsmaschinn
D'Extrusiounslinn fir Wellpäifen gëtt benotzt fir gewellte Plastikréier ze produzéieren, déi haaptsächlech an urbanen Drainage, Ofwaassersystemer, Autobunnsprojeten, Waasserschutz- a Bewässerungsprojeten a landwirtschaftleche Flächen benotzt ginn, a kënnen och a Projeten zum Transport vu chemesche Minièren mat enger relativ breeder Palette vun Uwendungen agesat ginn. Wellpäifextruder kënnen no de spezielle Bedéngungen vum Material vum Benotzer entworf ginn, wéi PE PP oder PVC.
HDPE/PP/PVC horizontal Typ Duebelwand Wellpäif Extrusiounslinn, Spezialbenotzung Single Wall hiergestallt vu LIANSHUN hunn automatesch Kontroll, stabil Lafzäit, héich Kapazitéitsvirdeeler a sou weider.
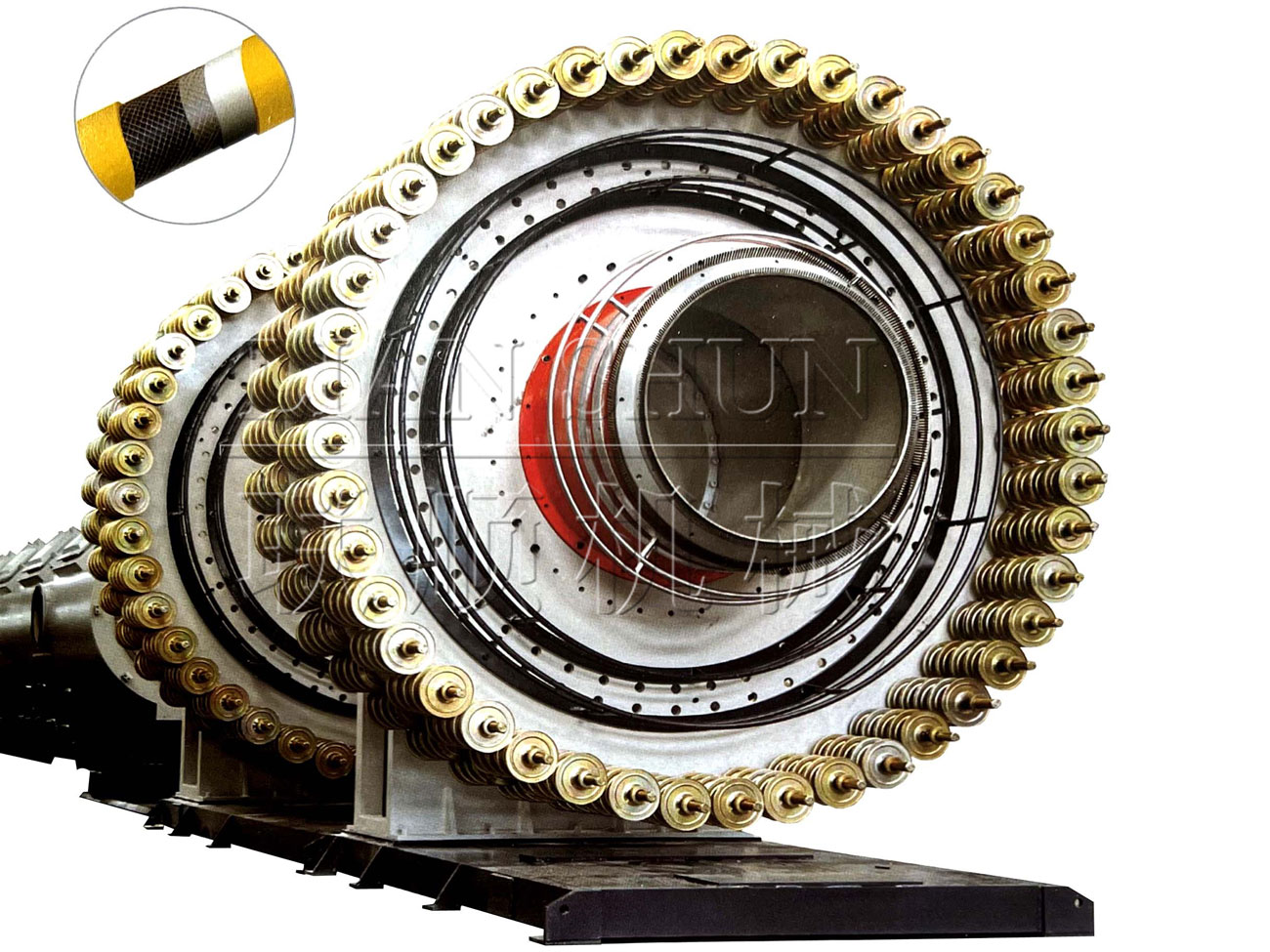
Aner Päifextrusiounsmaschinn
Nieft HDPE-Päifmaschinnen, PVC-Päifmaschinnen, PPR-Päifmaschinnen, PP-Päifmaschinnen, produzéiere mir och aner Päifmaschinnen, wéi z. B. Stoldrot-Skelett-verstäerkt Plastik-Komposit-Päifmaschinnen, HDPE-Hohlwand-Wicklungsmaschinnen, PE-Kuelestoff-Spiralverstäerkt Päif-Extrusiounslinn a sou weider....
Plastik Extruder
Wat ass e Plastikextruder?
E Plastikextruder bedeit Material, dat vum Trichter op d'Schrauf gehüpft, transportéiert, lues a lues duerch déi mechanesch Energie, déi duerch d'Dréie vun de Schrauwen generéiert gëtt, geschmolz gëtt, lues a lues vu feste Partikelen an héichplastesch verwandelt gëtt, an dann lues a lues eng viskos Flëssegkeet (Viskositéit) gëtt an dann dauernd gedréckt gëtt.
Aarte vu Plastik-Extrudermaschinnen
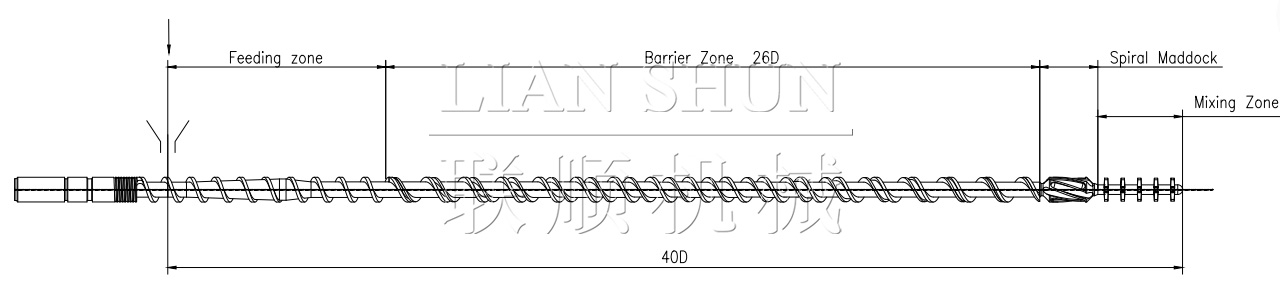

Eenzelschraubeextruder
Déi optimal Barrièreschrauf ass fir eng breet Palette vu Rohmaterialien an Artikelen uwendbar. Dat präzist Temperaturkontrollsystem garantéiert eng konstant a stabil Leeschtung bei verschiddene Geschwindegkeeten. De speziell entwéckelte Nutenzufuhrschrank passt zur Schraufstruktur a garantéiert eng stabil a verlässlech Produktioun. Déi staark an haltbar dynamesch Undriff garantéiert e stabilt Extrusiounsvolumen an eng iwwerleeën Artikelqualitéit. Déi héich performant Co-Extrudermaschinn kann entweder onofhängeg gesteiert ginn oder mat engem Tandemundriff mam Haaptextruder gesteiert ginn.
Schraube: héich Leeschtung, verschleißbeständeg Design, gläichméisseg a glat Schmelzung, sanft Schmelzprozess, niddreg Schmelztemperatur
Fass: héichwäerteg Stollegierung
Motor: effizienten an energiespuerenden Motor (AC/DC Motor)
Zouverlässeg Getriebe: laang Liewensdauer, niddreg Ënnerhaltskäschten
Qualitéits elektresch Komponenten: weltberühmte Mark, stabil a zouverlässeg
Gravim etresch Dosierungskontrollsystem: präzis Kontroll vum Gewiicht pro Meter, Rohmaterialspuerung
Kontrollsystem: automatesch Kontroll op der ganzer Linn, Echtzäit-Datenprotokolléierung

Konischen Zwillingsschraubenextruder
Déi méi laang Schraube mat der neister duebelkonischer Struktur a variabler Steigung verbessert d'Leeschtung ëm iwwer 30%. Dat kompakt Verdeelergetriebe mat den Axiallager vun der bekannter Mark mécht d'Montage an/oder d'Demontage bequem. Déi gehärtet Zännraduewerfläch vum Getriebe garantéiert eng héich Belaaschtungskapazitéit an eng laang Liewensdauer. Den Extruder an d'Fudder ginn vum Gläichstroummotor ugedriwwen. D'Benotzung vun engem Gläichstroum-Geschwindegkeetsregler erméiglecht d'Synchroniséierung vum Extruder, dem Fudder an der Abzuchsmaschinn, wat de Betrib méi bequem mécht. De japanesche RKC-Meter garantéiert eng präzis Temperaturregelung. Déi wichtegst elektresch Komponenten stamen vun auslännesche Fournisseuren oder inlännesche Joint Ventures. Den Drock- an d'Temperatursensore vum Schmelz erméiglechen eng kloer Inspektioun vun der Schmelz an en einfache Betrib.
D'Zweischneckenextruder ginn haaptsächlech fir d'Veraarbechtung vu mëllen/haarten PVC-Päifen, PVC-Profiler, PVC-Kabelen, transparenten PVC-Fläschen souwéi aner Polyolefin-Produkter benotzt, besonnesch fir déi direkt Veraarbechtung vu Plastik-/Pulvermaterialien.

Parallel Zwillingsschraufextrudermaschinn
Den optiméierten Design vun der belëftender parallel géigeniwwerdréiender Duebelschrauf huet Virdeeler wéi niddrege Verschleiung, niddrege Energieverbrauch, héich Effizienz an gläichméisseg Stabilitéit an der Extrusioun. Professionell Mark vu Getriebe fir parallel Duebelschrauf, stabil, haltbar a niddreg Ënnerhaltskäschten.
De Siemens Kontrollsystem garantéiert eng automatesch Kontroll vun der ganzer Linn.
Héichqualitativ elektresch Komponenten garantéieren eng zouverlässeg Kontrollgenauegkeet a Liewensdauer.
En exzellent Temperaturkontrollsystem garantéiert d'Prezisioun vun der Temperaturkontroll vun all Heizzon vum Extruder, wat eng gutt Qualitéit vun de Produkter garantéiert.
E gutt Vakuum-Ofzuchssystem garantéiert de Pompel- an Entfeuchtungseffekt während dem Extrusiounsprozess.
Dat gutt strukturéiert waassergekillt, loftgekillt System um Fass garantéiert eng gutt Produktqualitéit.
Schrauf: héich Leeschtung, verschleißbeständeg Design
Fass: héichwäerteg Stahllegierung, Stickstoffbehandlung, Verschleißbeständegkeet
Motor: effizienten an energiespuerenden Motor (AC/DC Motor)
Zouverlässeg Getriebe: laang Liewensdauer, zouverlässeg an haltbar
Qualitéits elektresch Komponenten: weltberühmte Mark, stabil a zouverlässeg
En Rohmaterialtrichter inklusiv Mixer & Duebelschneckenzufuhr garantéiert eng kontinuéierlech Zufuhr vun de Rohmaterialien.
Kontrollsystem: automatesch Kontroll op der ganzer Linn, Echtzäit-Datenprotokolléierung
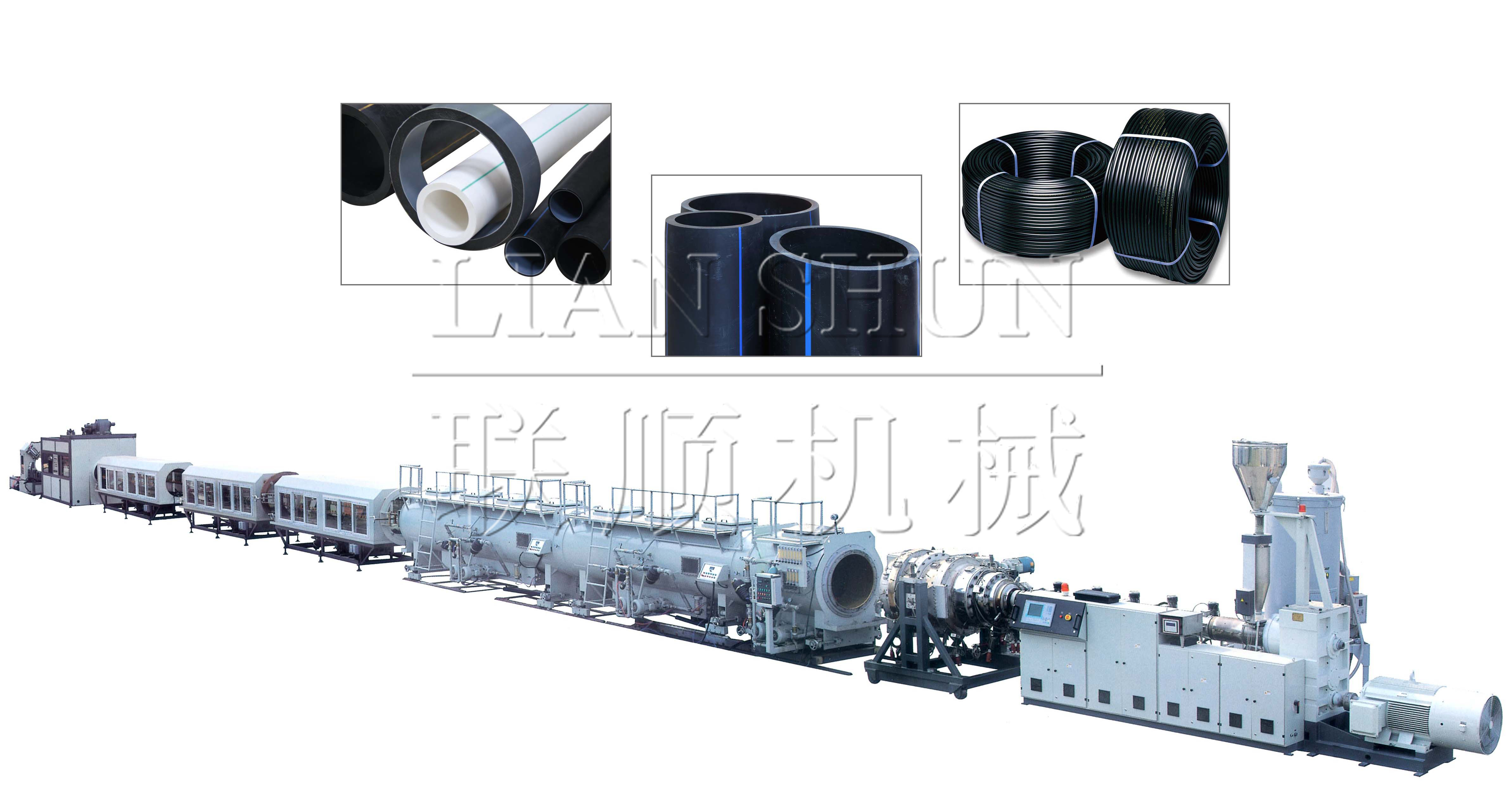
PE Päif Extrusiounsmaschinn
Wat assPEPäif Extrusiounsmaschinn?
D'Produktiounslinn fir HDPE-Päifextrusiounsmaschinne benotzt déi fortgeschrattst Technologie an Europa. Et ass eng nei Fuerschungsleeschtung am Beräich vun der energiespuerender Produktiounslinn, déi fir d'Héichgeschwindegkeetsextrusioun vun HDPE-, PP- a Polyolefin-Päifen gëeegent ass. Am Verglach mat übleche Produktiounslinne kann den energiespuerenden Effekt vun der HDPE-Päifextrusiounsmaschinnlinn ëm 35% eropgoen, an d'Produkteffizienz klëmmt ëm méi wéi dat eenfache. Doduerch spuert et net nëmmen d'Käschte fir de Baustellen an d'Aarbechtskräfte, mä verbessert och d'Effizienz.
Als ee vun de féierende Produzente vun HDPE-Päifextruder sinn eis HDPE-Päifherstellungsmaschinne villfälteg a kënne Päifen a verschiddene Gréissten, Duerchmiesser a Wanddicken produzéieren, fir spezifesch Projetufuerderungen ze erfëllen. Ausserdeem huet eis HDPE-Päifherstellungsmaschinn e schéint Ausgesinn, en héijen Automatiséierungsgrad, eng zouverlässeg a stabil Produktioun.
Kann d'HDPE-Päifextrusiounslinn fir spezifesch Päifspezifikatioune personaliséiert ginn?
Jo, als professionelle Liwwerant vun HDPE-Päifherstellungsmaschinne bidden mir Personnaliséierungsoptiounen fir d'Extrusiounslinn unzepassen, fir Päifen a spezifesche Gréissten, Wanddicken a mat verschiddenen Zousätz fir verbessert Eegeschaften ze produzéieren.
Wat ass an der HDPE Plastikrohrproduktiounslinn abegraff?
·SJ Serie Eenzelschraubenextruder
·SJ25/25 Koextruder
·Extruder-Material
·6/9m Vakuumkalibrierungstank
·6/9m Sprëtzkilltank
·Ofzuchsmaschinn
·Schneidmaschinn
·Stapler.
Wéi ass de Prozess vun der HDPE-Päifextrusiounslinn?
PE-Granulat → Vakuumzufuhrmaschinn → Hopper-Trockner → Eenzelschneckenextruder → Faarf-Co-Extruder → Form a Kalibrator → Vakuumformmaschinn → Killtank → Abzugsmaschinn → Schnëttmaschinn → Entluedungsgitter/Wickler-/Spulemaschinn
Floss Grafik of PE-Päifen-Extrusiounslinn:

| No | Numm | Beschreiwung |
| 1 | Extruder | Een oder méi Extruder kënne benotzt ginn fir Een- oder Méischicht-Koextrudéierungsréier ze produzéieren, fir d'Leeschtung ze erhéijen a Réier mat verschiddenen Duerchmiesser ze produzéieren. |
| 2 | Form/Stëbs | Fir d'Produktioun vun Een- oder Méischicht-Extrusiounsformen kënnen Een- oder Méischicht-Extrusiounsformen ausgewielt ginn. |
| 3 | Vakuumkalibrierungstank | Et gëtt eng Eenkammer- oder eng Duebelkammerstruktur. Jee no der Leeschtung vum Extruder an dem Duerchmiesser vum Päif huet d'Vakuumkëscht ënnerschiddlech Längten. |
| 4 | Spray-Kühltank | Fir e bessere Killeffekt z'erreechen, kënne verschidde Sprëtzkühltanken benotzt ginn. |
| 5 | Ofzuchsmaschinn | Jee no verschiddene Päifdurchmesser gëtt et zwou Klaren, dräi Klaren, véier Klaren, sechs Klaren, aacht Klaren an zéng Klaren zur Auswiel, d'Traktiounsgeschwindegkeet gëtt jee no der Leeschtung vum Extruder konzipéiert an den Duerchmiesser vum Päif ass justierbar. Et gëtt Servomotore fir Traktiounsmotore fir d'Clienten. |
| 6 | Cuttermaschinn | Präzisiounsschneiden |
| 7 | Stapler | Benotzt fir Päifen ze sammelen |
| 8 | Coiler | E Coiler gëtt fir Päifen mat engem Duerchmiesser vu manner wéi 110 mm benotzt. |
| Bemierkung: Maschinne kënnen no de Bedierfnesser vum Client personaliséiert ginn. Eis Firma stellt déi passendst Maschinnekonfiguratioun no de Bedierfnesser vum Client hier. | ||



